- Accueil
- >
préparation des électrodes
- >
machine de revêtement de batterie
- >
Machine de revêtement d'électrodes de batterie à double mode (matrice à fente et transfert)
Catégories
Produits chauds







Loading...




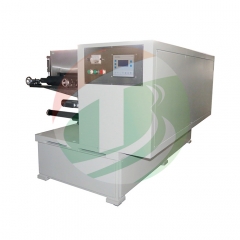
Machine de revêtement d'électrodes de batterie à double mode (matrice à fente et transfert)
Marque:
TOB NEW ENERGYarticle no.:
TOB-JYZY-350-4.5ordre (moq):
1setPaiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
Machine de revêtement d'électrodes de batterie à double mode (filière à fente et transfert) pour la R&D et les lignes pilotes de batteries
Qu'est-ce qu'une machine de revêtement à double mode ?
La plupart des lignes pilotes et des laboratoires de R&D sont confrontés à un problème récurrent : la suspension qui se déposait parfaitement sur la filière la semaine dernière ne se stabilise pas cette semaine, car sa formulation a changé, la teneur en matières solides a varié ou la viscosité du lot s'est retrouvée hors de la plage optimale de la filière. Il faut alors soit lutter contre le ménisque toute la journée, soit changer de machine.
Le TOB-JYZY-350-4.5 résout ce problème en intégrant deux méthodes de revêtement distinctes sur un seul châssis :
• Revêtement de la matrice de fente : Dosage précis par pompe à cavité progressive servo-commandée. Idéal pour les cathodes NMC, LCO ou LFP à base de NMP de viscosité faible à moyenne, lorsque la variation de poids doit rester inférieure à ±1,5 %.
• Revêtement par transfert de virgule à 3 rouleaux : G Dosage contrôlé par AP via une barre de virgule rectifiée avec précision. Idéal pour les anodes en graphite aqueux à haute viscosité ou en Si-C, où la stabilité du cordon de la filière à fente est compromise.
Le passage d'un format à l'autre s'effectue mécaniquement. Aucun logiciel complexe. La tête de découpe se rétracte, le rouleau de transfert se verrouille et l'écartement des barres de séparation est réglé avec des micromètres. Un opérateur formé effectue le changement en moins de 90 minutes.
Technique de fendage ou de revêtement par transfert : quand utiliser laquelle ?
|
Méthode de revêtement |
Plage de viscosité idéale |
Idéal pour |
Défaut typique en cas d'utilisation incorrecte |
|
Filière à fente (extrusion) |
2 000 – 8 000 mPas |
Cathodes NMC, LCO, LFP (solvant NMP) |
Rupture du ménisque, entraînement d'air, striation |
|
Transfert de virgule (3 rouleaux) |
6 000 – 12 000+ mPas |
Anodes en graphite, anodes Si-C, suspensions aqueuses |
Accumulation de bord, variation d'épaisseur si l'écart n'est pas compensé |
|
Double mode (Cette machine) |
Plage de mesure complète : 2 000 à 12 000 mPas |
Tout essai de formulation ou lot pilote |
N/A — vous choisissez l'outil adapté à la boue |
Résumé des principaux avantages (pour les responsables des achats et de l'ingénierie)
• Un seul poste budgétaire pour les équipements couvre deux technologies de revêtement. Inutile de prévoir un budget distinct pour les enducteurs à fente et à transfert par virgule.
• Alignement intermittent des motifs avec une précision de ±1,0 mm en longueur et ±0,5 mm en largeur. Le suivi des bords par capteur photoélectrique aligne automatiquement les motifs recto et verso. Aucun ajustement manuel n'est nécessaire lors du revêtement double face.
• Rouleau de revêtement chromé dur et lame de rectification rectifiée. Les deux sont maintenus à un faux-rond radial et une rectitude ≤ ±1,5 µm. Ceci constitue la base mécanique de la spécification de précision de revêtement de ±3 µm.
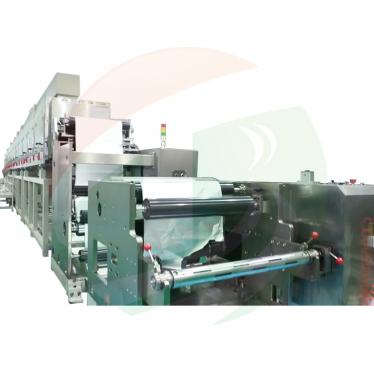
• Séchage indépendant en 3 zones avec chauffage SCR analogique. Longueur totale du four : 4,5 mètres. Des buses d’air comprimé supérieures et inférieures empêchent la formation de croûtes en surface sur les électrodes épaisses.
Conçu pour les salles de cathodiques à faible humidité. Zone de la tête de revêtement spécifiée pour une humidité relative ≤ 35 %. Rouleaux anodisés, visserie étanche aux vapeurs de NMP.
Contexte du cas : Ligne pilote pour cathode NMC811 à haute densité énergétique (solvant NMP) et anode en graphite aqueux sur feuille de Cu de 10 µm.
|
Paramètre |
Dé à fente ( NMC811) |
Transfert (anode en graphite) |
|
Viscosité de la suspension |
~4 500 mPas |
~9 800 mPas |
|
Contenu solide |
68% |
52% |
|
Vitesse de revêtement |
2,8 m/min |
1,8 m/min |
|
Objectif d'épaisseur sèche |
85 µm (une seule face) |
120 µm (une seule face) |
|
Variation du poids du revêtement (mesurée) |
±1,3% |
±1,4% |
|
Taux de défauts de bord |
<2% de la surface totale revêtue |
<3% de la surface totale revêtue |
Données recueillies sur le site client de TOB (installation pilote en Asie du Sud-Est) lors de la mise en service d'une unité TOB-JYZY-350-4.5. Substrat : feuille d'aluminium de 12 µm pour la cathode, feuille de cuivre de 10 µm pour l'anode. Mesures effectuées conformément au protocole d'assurance qualité interne de TOB sur une couche de revêtement continue de 500 mètres.
Applications
• Production de batteries Li-ion à l'échelle pilote : cathodes NMC, LFP, LCO, LMO ; anodes en graphite et Si-C.
• Développement de batteries sodium-ion : suspensions de cathodes Na-ion jusqu'à 12 000 mPas.
• Essais de revêtement électrolytique à l'état solide : suspensions à haute teneur en solides (20 à 85 %) avec du NMP ou de l'eau.
• Revêtement d'électrodes de supercondensateurs : film mince de précision sur substrats en aluminium.
• Recherche et développement de films fonctionnels : Toute application nécessitant un dépôt précis de film humide sur des feuilles métalliques flexibles.
Spécifications techniques
|
Non. |
Article |
Paramètre |
Remarques |
|
1 |
Chimie compatible |
LFP, NMC, LCO, LMO, graphite, Si-C, Na-ion, etc. |
Cathode et anode |
|
2 |
Méthode de revêtement |
Continu et intermittent |
Dé à fente + combinaison de transfert |
|
3 |
Vitesse de revêtement |
1,5 ~ 3,0 m/min |
En fonction du profil de séchage |
|
4 |
Modèle intermittent |
Revêtement
Longueur : 10 à 5000 mm
|
|
|
5 |
Alignement double face |
Suivi automatique des contours via capteur photoélectrique |
Enregistrement au verso |
|
6 |
Épaisseur du substrat |
Feuille d'aluminium : 8 à 30 µm
|
|
|
7 |
Largeur de la face du rouleau |
400 mm |
|
|
8 |
Largeur de revêtement garantie |
≤ 350 mm |
|
|
9 |
Rouleau de revêtement / Rouleau en caoutchouc |
Φ120 mm |
|
|
10 |
Rouleau doseur (docteur) |
Φ100 mm |
|
|
11 |
Précision du revêtement |
±3 µm |
|
|
12 |
Variation du poids du revêtement |
≤ ±1,5% |
Hors marge, support inclus |
|
13 |
Plage de viscosité de la suspension |
2000 ~ 12000 mPas |
|
|
14 |
Épaisseur du revêtement sec |
20 à 200 µm |
face unique |
|
15 |
Compatibilité avec les solvants |
NMP (densité 1,033, point d'ébullition 204 °C)
|
|
|
16 |
Gamme de teneur en solides |
20 à 85% |
|
|
17 |
Précision dimensionnelle |
Longueur : ≤ ±1,0 mm
|
|
|
18 |
Alignement avant-arrière |
Longueur : ≤ ±1,0 mm
|
|
|
19 |
Déviation de guidage Web |
±0,3 mm |
|
|
20 |
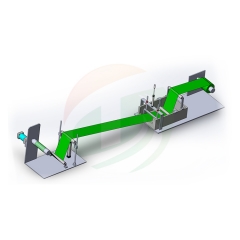
Agencement de la machine |
Dérouler la tête, le four, rembobiner |
Modulaire / Type divisé |

FAQ
Q1 : Combien de temps faut-il réellement pour passer du mode de transfert par fente au mode de transfert par virgule ?
A : Avec un opérateur expérimenté, le changement de format mécanique prend environ 45 à 90 minutes. Cela inclut la rétraction de la tête de la filière, le verrouillage du rouleau de transfert et le réglage de l'écartement de la lame de la filière à l'aide des micromètres. Le changement de recette de l'automate programmable pour les paramètres de tension et de vitesse est immédiat. Le facteur limitant est le nettoyage du rebord de la filière si vous avez utilisé une suspension à base de NMP ; c'est cette étape qui prend le plus de temps, et non le changement de matériel.
Q2 : La spécification indique une précision de revêtement de ±3 µm. Est-ce réalisable sur une feuille d’aluminium de 8 µm sans froissement ?
R : Oui, à condition que le profil de tension de déroulement soit correctement réglé. Les variables critiques sont la boucle de rétroaction du rouleau danseur et la dureté du rouleau de support en caoutchouc. Sur une feuille d'aluminium de 8 µm, il faut réduire la pression de pincement sur le rouleau EPDM et maintenir la tension de déroulement dans la partie basse de la plage (généralement entre 5 et 8 N). Les plis sont généralement dus à un rouleau de guidage mal aligné ou à un roulement de galet encrassé, et non à la géométrie de la tête d'enduction. La machine maintient une tolérance de ±3 µm sur les feuilles jusqu'à 8 µm d'épaisseur si le substrat a un diamètre constant.

|

|

|

|

|

|
Découvrez d'autres machines de revêtement de batteries
E-mail : tob.amy@tobmachine.com
Numéro de téléphone : +86-18120715609
Précédent:
Machine de revêtement à racle continue pour électrodes de batterieProchaine:
Machine à revêtement par racle pour électrodes de batterie
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.