

Catégories
Produits chauds






Processus de revêtement de batterie au lithium
Jan 25,2024Le revêtement des pièces d'électrode fait généralement référence à un processus dans lequel la suspension uniformément agitée est uniformément appliquée sur le collecteur de courant et le solvant organique contenu dans la suspension est séché. L'effet du revêtement a un impact important sur la capacité de la batterie, la résistance interne, la durée de vie et la sécurité, et garantit que la pièce polaire est uniformément recouverte. Le choix des méthodes de revêtement et des paramètres de contrôle ont un impact important sur les performances des batteries lithium-ion, qui se manifestent principalement par :
1) Contrôle de la température de séchage du revêtement : si la température de séchage est trop basse pendant le revêtement, cela ne peut pas garantir que la pièce polaire soit complètement sèche, si la température est trop élevée, cela peut être dû au fait que le solvant organique à l'intérieur de la pièce polaire s'évapore trop rapidement, et le revêtement de surface de la pièce polaire se fissure et tombe ;
2) Densité de la surface du revêtement : si la densité de la surface du revêtement est trop faible, la capacité de la batterie peut ne pas atteindre la capacité nominale, si la densité de la surface du revêtement est trop grande, il est facile de provoquer des déchets de lot et si la capacité de l'électrode positive est excessive. dans les cas graves, des dendrites de lithium se formeront en raison de la précipitation du lithium pour percer le séparateur de la batterie et provoquer un court-circuit, entraînant des risques potentiels pour la sécurité ;
3) Taille du revêtement : La taille du revêtement est trop petite ou trop grande, cela peut empêcher l'électrode positive à l'intérieur de la batterie d'être complètement enveloppée par l'électrode négative. Pendant le processus de charge, les ions lithium sont intégrés à l'électrode positive et se déplacent vers l'électrolyte. qui n'est pas complètement enveloppé par l'électrode négative, la capacité réelle de l'électrode positive ne peut pas être utilisée efficacement et, dans les cas graves, des dendrites de lithium se formeront à l'intérieur de la batterie, ce qui est facile à percer le séparateur et à provoquer le circuit interne de la batterie;
4) Épaisseur du revêtement : Si l'épaisseur du revêtement est trop fine ou trop épaisse, cela aura un impact sur le processus de laminage ultérieur de l'électrode et la cohérence des performances de la pièce d'électrode de la batterie ne peut pas être garantie.
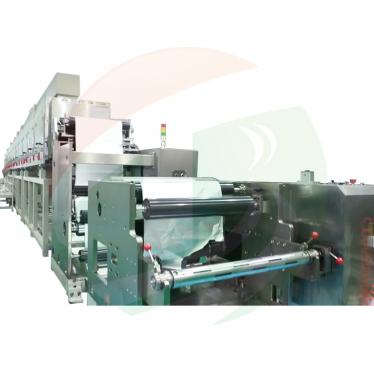
Sélection de l'équipement de revêtement et du processus de revêtement
Le processus de revêtement au sens large comprend : déroulage → épissage → contrôle de la tension → traction des languettes → revêtement → séchage → guidage → contrôle de la tension → guidage → enroulement et autres processus. Le processus de revêtement est complexe et de nombreux facteurs affectent l'effet du revêtement, tels que : la précision de fabrication de l'équipement de revêtement, la douceur du fonctionnement de l'équipement, le contrôle de la tension dynamique dans le processus de revêtement, la taille du le volume d'air dans le processus de séchage et la courbe de contrôle de la température affecteront l'effet du revêtement, il est donc extrêmement important de choisir le processus de revêtement approprié.
Généralement, le choix de la méthode de revêtement doit être pris en compte sous les aspects suivants : le nombre de couches à recouvrir, l'épaisseur du revêtement humide, les propriétés rhéologiques de la solution de revêtement, la précision de revêtement requise, le support de revêtement ou substrat, la vitesse de revêtement, etc.
En plus des facteurs ci-dessus, il est également nécessaire de combiner les conditions et caractéristiques spécifiques du revêtement de la pièce polaire. Les caractéristiques du revêtement des pièces polaires des batteries lithium-ion sont les suivantes : (1) revêtement monocouche double face ; (2) Le revêtement humide en suspension est plus épais (100 ~ 300 μm) ; (3) La suspension est un fluide non newtonien à haute viscosité ; (4) La précision du revêtement de la pièce polaire est élevée, similaire à celle du revêtement par film ; (5) Le corps de support de revêtement est constitué d'une feuille d'aluminium et d'une feuille de cuivre d'une épaisseur de 10 à 20 μm ; (6) Par rapport à la vitesse de revêtement du film, la vitesse de revêtement des électrodes n’est pas élevée. Pour résumer, les équipements généraux de laboratoire utilisent souvent le type à grattoir, les batteries lithium-ion grand public utilisent principalement le type à transfert à rouleaux et les batteries électriques utilisent principalement la méthode d'extrusion par fente.
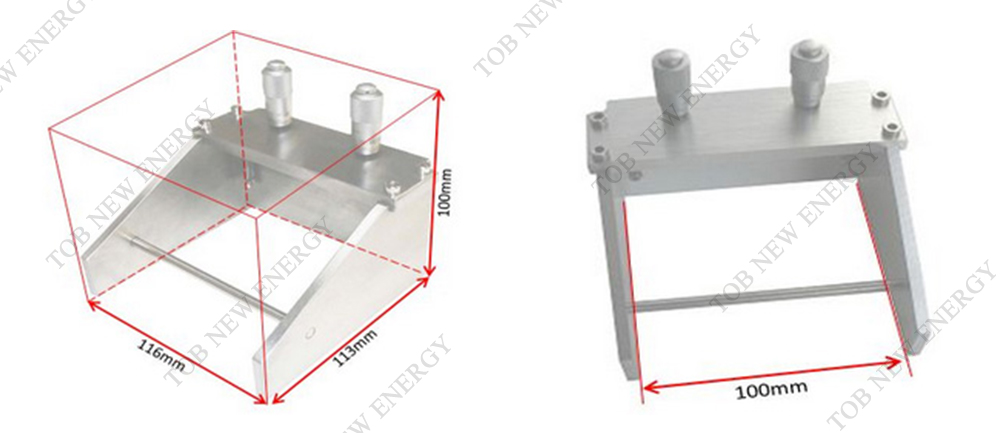
Revêtement au grattoir : le substrat en feuille passe à travers le rouleau de revêtement et est en contact direct avec le bac à boue, l'excès de boue est enduit sur le substrat en feuille, lorsque le substrat passe entre le rouleau de revêtement et le grattoir, l'espace entre le grattoir et le Le substrat détermine l'épaisseur du revêtement et, en même temps, la suspension en excès est grattée et refondue, et ainsi un revêtement uniforme est formé sur la surface du substrat. Le type de grattoir est principalement un grattoir à virgule. Le grattoir à virgule est l'un des composants clés de la tête de revêtement, généralement sur la surface du rouleau rond le long de la barre omnibus pour former un bord tranchant en forme de virgule, ce type de grattoir a une résistance et une dureté élevées, il est facile de contrôler la quantité de revêtement. et précision du revêtement, adaptée à une teneur élevée en solides et à une viscosité élevée de la boue.
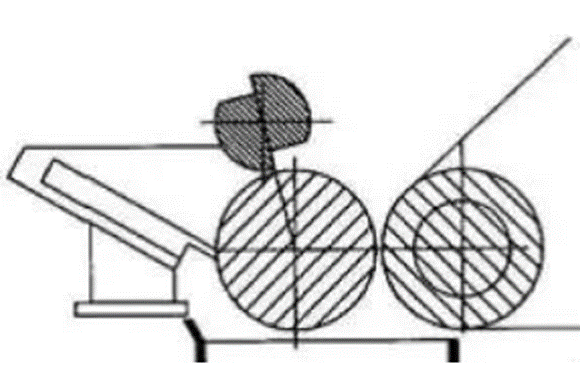
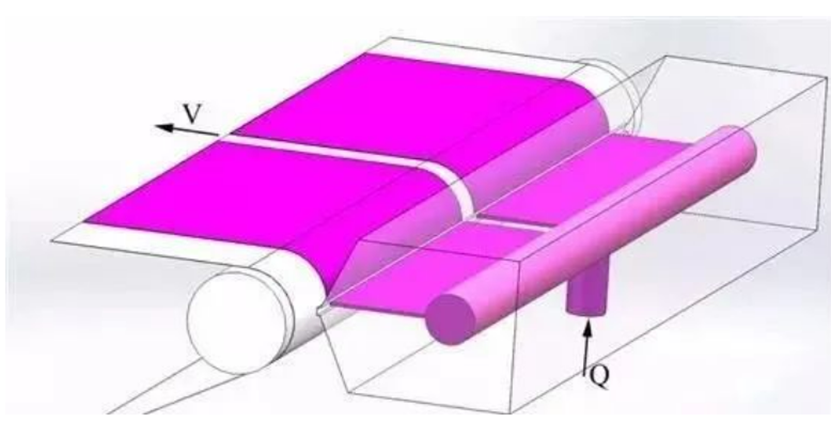
Type de transfert de revêtement au rouleau : le rouleau de revêtement tourne pour entraîner la boue, ajuste la quantité de transfert de boue à travers l'espace du grattoir virgule et utilise la rotation du rouleau arrière et du rouleau de revêtement pour transférer la boue sur le substrat. Le revêtement par transfert au rouleau se compose de deux processus de base :
(1) le rouleau de revêtement tourne pour entraîner la boue à travers l'espace du rouleau doseur afin de former une couche de boue d'une certaine épaisseur ;
(2) La couche de suspension d'une certaine épaisseur est mise en rotation par le rouleau de revêtement et le rouleau arrière dans des directions opposées, et la suspension est transférée sur la feuille pour former un revêtement.
Revêtement par extrusion fendue : en tant que technologie de revêtement humide de précision, le principe de fonctionnement est que le liquide de revêtement est extrudé et pulvérisé le long de l'espace du moule de revêtement sous une certaine pression et un certain débit et transféré au substrat. Par rapport à d'autres méthodes de revêtement, elle présente de nombreux avantages, tels qu'une vitesse de revêtement rapide, une haute précision et une épaisseur humide uniforme ; Le système de revêtement est fermé, ce qui peut empêcher les contaminants de pénétrer pendant le processus de revêtement, le taux d'utilisation de la boue est élevé, les propriétés de la boue peuvent être maintenues stables et un revêtement multicouche peut être effectué en même temps. Il peut également s'adapter à différentes plages de viscosité et de teneur en matières solides des boues, et présente une plus grande adaptabilité que le processus de revêtement par transfert.
Skype : amywangbest86
Whatsapp/Numéro de téléphone : +86 181 2071 5609
Précédent :
Avis de vacances du Nouvel An chinois 2024Prochaine :
Onglets de batterie au lithium
