- Accueil
- >
matériaux de batterie et analyse des matériaux
- >
onglets de batterie
- >
Rouleau de bandes d'aluminium pour batterie
Catégories
Produits chauds






Loading...
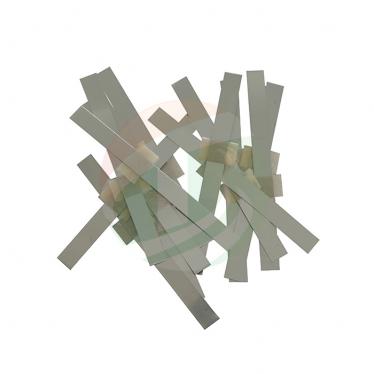
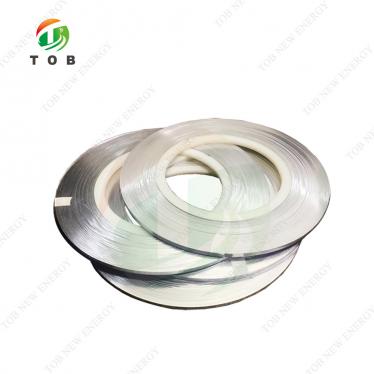
Rouleau de bandes d'aluminium pour batterie
Nous fournissons une bande d'aluminium de qualité batterie comme languette de batterie pour la cathode.
Fournir des services personnalisés.
Marque:
TOB NEW ENERGYarticle no.:
TOB-Strip-Alordre (moq):
1Paiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
Rouleau de bandes d'aluminium pour batterie
|
Taille standard
|
|
|
Largeur
|
4mm
|
|
Épaisseur
|
0,1 mm
|
|
Lester
|
0,3 kg/rouleau
|
LA NORME
1. Portée
Cette norme spécifie les exigences relatives aux bandes/feuilles d'aluminium, aux méthodes d'essai, aux règles et panneaux d'inspection, à l'emballage, au transport, au stockage, au contenu du bon de commande (ou du contrat), etc.
2. Références normatives
Les clauses des documents suivants deviennent des clauses de cette norme après avoir été citées dans cette norme. Pour les documents de référence datés, tous les amendements ultérieurs (hors contenu d'errata) ou révisions ne s'appliquent pas à cette norme. Cependant, toutes les parties qui sont parvenues à un accord basé sur cette norme sont invitées à étudier si les dernières versions de ces documents peuvent être utilisées. Pour les références non datées, la dernière version est applicable à cette norme.
GB/T3880.1-2006 Plaques et bandes industrielles générales en aluminium et en alliage d'aluminium Partie 1 : Exigences générales
GB/T3880.2-2006 Plaques et bandes industrielles générales en aluminium et en alliage d'aluminium Partie 2 : Propriétés mécaniques
GB/T3880.3-2006 Plaques et bandes industrielles générales en aluminium et en alliage d'aluminium Partie 3 : Écart dimensionnel
GB/T 3198-2003 feuille d'aluminium et d'alliage d'aluminium
GB/T 8888 Emballage, marquage, transport et stockage de produits lourds de traitement des métaux non ferreux
GB/T 3190-1996 Composition chimique de l'aluminium corroyé et de l'alliage d'aluminium
3. Exigences
3.1 Classement des produits
3.1.1 Marque, statut et spécification
La qualité, l'état et les spécifications de la bande doivent répondre aux exigences du tableau 1.
Tableau 1 Catégories, statut et spécifications
|
Noter |
Statut |
Épaisseur millimètre |
Largeur millimètre |
|
1060 |
O |
0,05~0,3 |
2~85 |
|
Remarque : - Après négociation entre le fournisseur et l'acheteur, des bandes d'autres grades, états et spécifications sont disponibles. |
|||
3.2 Composition chimique
La composition chimique de la bande doit répondre aux exigences de GB/T 3190-1996
3.3 Dimensions et écart admissible
3.3.1 L'épaisseur du matériau en aluminium et son écart admissible doivent satisfaire aux exigences du tableau 2.
Tableau 2 L'épaisseur de l'aluminium et son écart admissible (
l'unité est en mm
)
|
Épaisseur (T) |
Tolérance d'épaisseur, ± |
Largeur (W), ± |
||||||
|
Niveau de précision supérieur |
Levier ordinaire |
2≤W <10 |
10≤W <50 |
50≤W <100 |
100≤W <150 |
150≤W <200 |
200≤W |
|
|
0.05≤T<0.1 |
0,005 |
0,008 |
0,05 |
0,1 |
0,15 |
0,2 |
0,3 |
0,5 |
|
0.1≤T<0.2 |
0,008 |
0,010 |
0,08 |
0,1 |
0,12 |
0,15 |
0,3 |
0,5 |
|
0,2≤T<0,3 |
0,010 |
0,012 |
||||||
|
0.3≤T<0.4 |
0,012 |
0,015 |
0,10 |
0,15 |
0,25 |
0,50 |
0,80 |
1,00 |
|
0,4≤T<0,5 |
0,015 |
0,025 |
||||||
|
Carrossage latéral (mm/M) |
≤1 |
≤3 |
≤3 |
≤5 |
≤5 |
≤5 |
||
|
Noter: --Après négociation entre le fournisseur et l'acheteur, des bandes avec d'autres spécifications et écarts admissibles sont disponibles. --Lorsque le demandeur exige un écart unidirectionnel, sa valeur est le double de la valeur du tableau et les circonstances particulières doivent être indiquées séparément. --Les exigences de précision d'écart admissible de la bande doivent être spécifiées dans le contrat, sinon l'approvisionnement sera basé sur le niveau de précision le plus bas |
||||||||
3.4 Propriétés mécaniques
À la demande de l'utilisateur et spécifiée dans le contrat, la bande doit être soumise à des essais de performance mécanique et les propriétés mécaniques de la bande doivent répondre aux exigences du tableau 3.
Tableau 3 Propriétés mécaniques de la bande
|
Noter |
Statut |
Epaisseur/mm |
Résistance à la traction Rm /(N/mm2) |
Allongement A/% (pas moins que) |
|
1060 |
O |
0,050~0,089 |
45 ~ 100 |
4 |
|
0,090~0,139 |
50~100 |
6 |
||
|
0,140~0,200 |
50~100 |
dix |
||
|
0,210~0,300 |
60 ~ 100 |
13 |
||
|
H12、H22 |
0,050~0,300 |
80 ~ 120 |
/ |
|
|
1060 |
H14、H24 |
0,050~0,300 |
95 ~ 135 |
/ |
|
H16、H26 |
0,050~0,300 |
110~150 |
/ |
|
|
H18 |
0,050~0,300 |
≥125 |
/ |
|
|
Remarque 1 : Des bandes avec d'autres conditions et propriétés sont disponibles par voie de négociation entre le fournisseur et l'acheteur. |
||||
3.5 Essai de flexion répété
Les résultats de l'essai de pliage répété de la bande doivent satisfaire aux exigences du tableau 4.
Tableau 4 Essai de flexion répété
|
Statut |
Angle de cintrage |
Temps de pliage, ≥ |
Conditions |
|
O |
180° |
8 |
Pas de fissures et de délaminage dans le coude |
|
H12、H22 |
180° |
6 |
|
|
H14、H24 |
180° |
4 |
|
|
H16、H26 |
180° |
3 |
|
|
H18 |
180° |
2 |
3.6 Dureté de la bande
La dureté de la bande doit répondre aux exigences du tableau 5.
Tableau 5 Performances de dureté de la bande
|
Noter |
Statut |
Dureté (HV) |
|
1060 |
O |
<25 |
|
H12、H22 |
25~30 |
|
|
H14、H24 |
30~40 |
|
|
H16、H26 |
40~45 |
|
|
H18 |
>45 |
|
|
Note 1 : Lorsque l'acheteur a d'autres exigences de performance, les indicateurs doivent être négociés et déterminés par les deux parties. |
||
3.7 Qualité de surface
3.7.1 La surface de la bande doit être lisse et propre, et aucun délaminage, fissure, pelage, bulles d'air, épines, plis et inclusions ne sont autorisés.
3.7.2 La surface de la bande est autorisée à présenter des défauts mineurs tels que des rayures locales, des taches, des piqûres, des indentations, des marques de roulement et des marques de meulage qui ne font pas dépasser l'épaisseur de la bande à l'écart autorisé.
3.7.3 De légères ondulations, un assombrissement et de légères taches d'huile locales sur la surface de la bande ne doivent pas être utilisés comme base pour la mise au rebut.
4.Méthode d'essai
4.1 La méthode d'analyse d'arbitrage de la composition chimique de la bande doit être effectuée selon GB/T 3190-1996 ou d'autres méthodes convenues entre le fournisseur et l'acheteur.
4.2 Le test de performance de dureté de la bande est effectué selon GB/T4340.1-1999.
4.3 Les dimensions extérieures de la bande sont mesurées avec des outils de mesure de précision correspondants.
4.4 La qualité de surface de la bande est contrôlée visuellement.
4.5 Méthode d'essai de flexion répétée pour les bandes Utiliser un pied à coulisse pour serrer la bande d'aluminium et la plier d'avant en arrière, et enregistrer le nombre de bandes cassées.
5.Règles d'inspection
5.1 Contrôle et réception
5.1.1 La bande doit être inspectée par le service de supervision technique du fournisseur pour s'assurer que la qualité du produit répond aux exigences de cette norme, et le certificat de qualité doit être rempli.
5.1.2 L'acheteur doit inspecter les produits reçus conformément aux dispositions de la présente norme. Si le résultat de l'inspection est incompatible avec les dispositions de la présente norme et du contrat de commande, il doit être soumis au fournisseur sous forme écrite et le fournisseur et l'acheteur doivent négocier et résoudre. Les objections liées à la qualité de surface et aux écarts dimensionnels doivent être déposées dans un délai d'un mois à compter de la date de réception du produit, et les objections liées à d'autres propriétés doivent être déposées dans un délai de trois mois à compter de la date de réception du produit. Si un arbitrage est nécessaire, l'échantillonnage d'arbitrage doit être effectué conjointement par le fournisseur et l'acheteur.
5.2 Lot
Les bandes doivent être soumises pour inspection par lots, et chaque lot doit être composé de produits de la même marque, de l'état et des spécifications, et le poids du lot ne doit pas dépasser 500 kg
5.3 Éléments d'inspection
Chaque lot de bandes doit faire l'objet d'une vérification de la composition chimique, des dimensions extérieures, des paramètres de dureté et des contrôles de qualité de surface. Lorsque requis par l'acheteur et spécifié dans le contrat, la bande doit être soumise à une inspection de performance de processus.
5.4 Échantillonnage
L'échantillonnage des bandes doit répondre aux exigences du tableau 6
Tableau 6 Règles d'échantillonnage
|
Articles de test |
Règles d'échantillonnage |
Numéro d'article requis |
Numéro d'article de la méthode d'essai |
|
composition chimique |
Prélever 1 échantillon de chaque lot de bandelettes. Autoriser rapports du fournisseur avec les résultats d'analyse du lingot ou de la billette d'origine |
3.2 |
4.1/5.3 |
|
dureté |
Prenez 3 bobines pour chaque lot de bande et prélevez 1 échantillon de chaque bobine le long de la direction de laminage |
3.5 |
4.2 |
|
Test de flexion répété |
Prenez 3 bobines pour chaque lot de bande et prélevez 1 échantillon de chaque bobine le long de la direction de laminage |
3.4 |
4.5 |
|
Dimensions |
Rouleau par rouleau |
3.3 |
4.3 |
|
Qualité de surface |
Rouleau par rouleau |
3.6 |
4.4 |
5.5 Jugement des résultats d'inspection
5.5.1 Lorsque la composition chimique est non qualifiée, le lot de produits est réputé non qualifié.
5.5.2 Lorsque la déviation de la forme de la bande, la qualité de la surface et le test de pliage répété échouent, la bande est jugée non qualifiée.
5.5.3 Lorsqu'un échantillon n'est pas qualifié dans le résultat de l'inspection, un autre nombre double d'échantillons doit être prélevé sur le lot de produits pour répéter le test. Si les résultats des tests répétés sont tous qualifiés, l'ensemble du lot de produits est jugé qualifié. Si les résultats des tests répétés contiennent encore des échantillons non qualifiés, le lot de produits doit être jugé comme non qualifié ou tous testés, et ceux qualifiés doivent être livrés par lots.
6. Marquage, emballage, transport et stockage
6.1 Marquage
Chaque produit doit être accompagné d'une étiquette ou d'une étiquette indiquant :
a)Inspection du service de contrôle qualité du fournisseur;
b)Nom du fabricant;
c) Spécifications et statut du produit ;
d)Numéro de lot du produit ;
e) Quantité
6.2 Marquage, emballage, transport et stockage
Le marquage, l'emballage, le transport, le stockage et le certificat de qualité du produit doivent répondre aux exigences de GB/T 8888.
6.3 Certificat de qualité
Chaque lot de produits doit être accompagné d'un certificat de qualité portant la mention:
a)Nom du fournisseur;
b)Nom du produit;
c)Marque, spécifications et statut du produit;
d)Poids net;
e)Les résultats de l'analyse et de l'inspection (vérification) et la marque du service de contrôle de la qualité;
f) Date d'usine, date du rapport
AFFICHAGE DU PRODUIT

Plus d'informations sur les matériaux de la batterie
Email : tob.amy@tobmachine.com
Skype :amywangbest86
Whatsapp/Numéro de téléphone :+86 181 2071 5609
Précédent:
Languette en aluminium de 4 mm de largeur pour cellule li-ion de pocheProchaine:
bandes composites aluminium nickel
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.