

- Accueil
- >
18650 équipement d'assemblage de batterie
- >
Battery Pack Welding Machine
- >
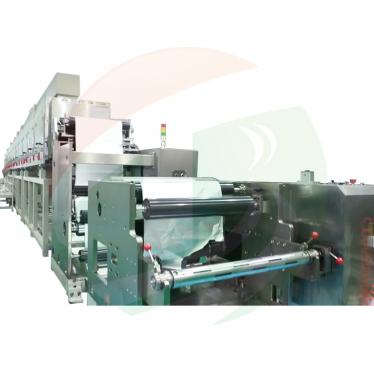
Soudeuse automatique par points double face pour l'assemblage de packs de batteries
Catégories
Produits chauds







Loading...




Soudeuse automatique par points double face pour l'assemblage de packs de batteries
Marque:
TOB NEW ENERGYarticle no.:
TOB-850DN-XZ-10000Aordre (moq):
1setPaiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
TOB-850DN-XZ-10000A Machine de soudage par points automatique double face pilotée par IA pour l’assemblage de modules et packs de batteries
Présentation du produit et applications idéales
Le soudage par points par résistance à grande vitesse et haute précision des languettes en nickel sur les bornes des cellules cylindriques constitue un goulot d’étranglement dans toute ligne de production de packs de batteries lithium-ion. Les défauts d’alignement, un courant irrégulier ou des temps de cycle lents limitent directement le rendement et peuvent provoquer des soudures faibles compromettant la sécurité du pack. La TOB-850DN-XZ-10000A est une machine de soudage par points double face entièrement automatisée qui relève ces défis en intégrant l’intelligence artificielle à un contrôle de mouvement servo multi-axes. Elle est spécialement conçue pour la tâche répétitive à haut volume consistant à souder des bandes de nickel sur les bornes positives et négatives de cellules cylindriques à boîtier en acier — 18650, 21700, 26650, 32700 et autres — simultanément des deux côtés de la cellule.
Contrairement aux postes de soudage manuels ou simple face, cette machine réalise les soudures des deux faces terminales en un seul cycle d’indexation, atteignant un rythme réglé en usine de 0,4 seconde par soudure (9000 soudures par heure), avec des vitesses programmables jusqu’à 10 500 soudures par heure. La source d’alimentation de soudage est une unité transistor unipolaire de 10 000 A (avec une unité bipolaire 6000 B optionnelle fournissant efficacement 12 000 A), offrant un contrôle du gradient de courant pour une formation régulière du noyau de soudure ainsi qu’une détection intégrée des défauts de sous-courant, sous-tension et projections de soudure.
La précision de soudage est garantie par quatre axes servo-commandés (X, deux Y, deux R, deux Z) avec une précision de positionnement de ±0,02 mm, tandis que les routines d’auto-correction basées sur l’IA mesurent automatiquement la longueur des cellules, détectent l’usure des aiguilles de soudage par points et vérifient les positions limites. La machine peut importer des fichiers DXF pour générer les trajectoires de soudage, afficher en temps réel la position des soudures avec un statut codé par couleur et reprendre le travail au point d’arrêt après un arrêt anormal. Avec un balayage de codes-barres personnalisable, une détection de pression et un transfert de données MES, elle est prête pour une traçabilité numérique complète dans une usine intelligente.
Idéal pour :
- Les lignes de production de modules et packs de batteries pour véhicules électriques soudant des bandes de nickel sur des cellules 18650, 21700, 26650 ou 32700 dans des configurations série-parallèle.
- Les fabricants de packs de systèmes de stockage d’énergie (ESS) nécessitant un soudage par points à haut volume, constant et traçable pour des assemblages de cellules cylindriques.
- Les producteurs de packs de batteries pour vélos électriques, outils électriques et appareils électroniques grand public souhaitant remplacer les postes de soudage manuels par une solution entièrement automatisée en ligne.
- Tout fabricant souhaitant intégrer les données de soudage par points dans un système MES / SCADA pour une traçabilité complète des produits.
Positionnement de cette machine dans la fabrication des packs de batteries
Dans une ligne de production basée sur des cellules cylindriques, l’ordre du processus est généralement :
- Tri des cellules– regroupement des cellules par capacité et résistance interne.
- Insertion des cellules dans le support / dispositif de fixation– les cellules sont placées dans un support plastique qui définit la géométrie du module.
- Soudage par points des bandes de nickel– les bandes sont placées sur les bornes des cellules et soudées pour créer les connexions électriques série-parallèle.
- Fixation du BMS et des fils de détection de tension– souvent également réalisée par soudage par résistance.
- Isolation, tests et assemblage final.
La TOB-850DN-XZ-10000A réalise l’étape 3 et peut également prendre en charge l’étape 4 si la conception du dispositif de fixation le permet. La capacité de soudage double face est particulièrement précieuse car une cellule cylindrique standard possède une borne positive (capuchon supérieur) et une borne négative (boîtier inférieur ou anneau intégré). En soudant simultanément les deux bornes, la machine réduit de moitié le nombre d’étapes de manipulation et élimine le besoin de retourner le dispositif de fixation, réduisant ainsi le temps de cycle et le risque de défaut d’alignement.
Le système de serrage du dispositif de la machine accepte des packs de batteries d’une longueur de 260–680 mm, d’une hauteur de 260–450 mm et d’une épaisseur pouvant être commutée entre 76,5 mm et 150 mm en changeant les plaques latérales du dispositif. Cela couvre une large gamme de tailles de modules, des petits packs pour vélos électriques aux sous-modules plus grands pour véhicules électriques. L’axe X servo-commandé (course de 620 mm) transporte le dispositif, tandis que les axes Y alignent les têtes de soudage au-dessus des rangées de cellules et que les axes R font pivoter les pointes de soudage pour suivre les motifs de bornes circulaires. Les axes Z avancent les aiguilles de soudage pour établir le contact, avec une approche finale à faible vitesse afin d’éviter les dommages dus aux impacts.
Intégration au MES et fabrication numérique :
L’ordinateur industriel de la machine (Intel N100, 8 G RAM + 1 TB) exécutant un système de contrôle propriétaire communique via Web/API pour télécharger les données de production. Chaque événement de soudage peut être associé à un numéro de série de pack scanné par code-barres, et les paramètres de soudage (courant, tension, temps, pression) sont stockés localement au format .xlsx. Ces données constituent la base du contrôle statistique des processus, de l’analyse des garanties et des audits clients.

Fonctionnement du système de soudage par points double face piloté par IA
Technologie de soudage
La TOB-850DN-XZ-10000A utilise un soudage par points par résistance basé sur des transistors. Une impulsion à courant élevé et basse tension est déchargée à travers une paire d’aiguilles de soudage par points opposées qui pressent une bande de nickel contre la borne de la cellule en acier. L’impulsion de courant, contrôlée avec précision par l’alimentation transistorisée, génère un chauffage résistif localisé à l’interface, faisant fondre le nickel et le liant à l’acier. Comme la chaleur est concentrée au point de résistance maximale (l’interface des matériaux), la majeure partie de la cellule reste froide, protégeant le séparateur interne et l’électrolyte.
La configuration standard comprend une alimentation transistor unipolaire de 10 000 A avec des fonctions d’augmentation et de diminution progressive du courant. Cette mise en forme de la forme d’onde du courant empêche les pics soudains pouvant provoquer des projections de soudure (explosion) ou une perforation. L’alimentation surveille automatiquement le courant et la tension de sortie ; si l’un ou l’autre dépasse la plage définie, une alarme est déclenchée et la machine peut être arrêtée. Une alimentation MIYACHI MDA-8000B ou MDB-4000B optionnelle peut être spécifiée pour un contrôle encore plus précis.
Contrôle du mouvement et auto-correction par IA
La machine utilise sept axes servo et un axe de pression pneumatique :
- Axe X (servo 700 W) : déplace le dispositif longitudinalement à travers la station de soudage (course de 1–620 mm).
- Axes Y (2 × servo 700 W) : positionnent les têtes de soudage le long des rangées de cellules (course de 1–390 mm).
- Axes R (2 × servo 400 W) : font pivoter les pointes de soudage (0–100°), leur permettant de suivre un motif sur la borne de la cellule.
- Axes Z (2 × servo 400 W) : avancent et rétractent les aiguilles de soudage (course de 40–160 mm, réglable pour s’adapter aux longueurs de cellules de 20–150 mm).
- Axe de pression pneumatique : applique la force de serrage initiale avant le soudage.

La routine d’auto-correction par IA s’exécute avant ou pendant le soudage afin de garantir la précision :
- Détection de longueur :Le système mesure la longueur réelle de la cellule (en fonction de la position de l’axe Z au contact) et ajuste la profondeur de soudage en conséquence. Si la longueur mesurée diffère de la valeur attendue, une alarme est générée.
- Détection de l’usure des aiguilles :À l’aide de la signature de courant et de tension, l’IA peut détecter lorsque les aiguilles de soudage par points commencent à s’user ou lorsque la résistance de contact a augmenté, empêchant ainsi la production de soudures faibles.
- Détection des limites :L’IA vérifie que les positions de soudage programmées se trouvent dans les limites mécaniques des axes.
Programmation et visualisation du trajet de soudage
L’opérateur importe un dessin DXF du motif de bande de nickel directement dans le logiciel de la machine. Le système de commande extrait automatiquement les coordonnées des points de soudage. Les réseaux peuvent être définis sous forme de réseaux de blocs, avec la possibilité de supprimer manuellement les points redondants. Pendant le soudage, l’écran de 24 pouces affiche la position en temps réel de chaque soudure : les points soudés sont colorés en bleu, les points non soudés en jaune. Cette visualisation permet à l’opérateur de voir instantanément quelles soudures ont été réalisées, même sur une bande complexe comportant des centaines de points.
La machine prend également en charge le soudage régional (spécifier une plage de points, par exemple 20–50, et souder uniquement ceux-ci) et la reprise au point d’arrêt (après un défaut, l’opérateur saisit le numéro du dernier point soudé, et la machine continue à partir de celui-ci, éliminant ainsi le besoin de ressouder les points déjà terminés).
Refroidissement et consommables
Les deux têtes de soudage sont refroidies à l’eau par un refroidisseur dédié (Huayou Intelligent HY-002HP) qui fait circuler l’eau à environ 6 L/min et maintient la température en dessous de 20 °C. Cela empêche les aiguilles de soudage par points de surchauffer lors d’un fonctionnement à cycle élevé. Les aiguilles standard sont en matériau ODSC (États-Unis), d’un diamètre de 1,7 × 100 mm ; des diamètres alternatifs de 1,5 mm, 2,0 mm et 3,0 mm sont disponibles, ainsi que des aiguilles à point convexe pour les bandes de nickel plus épaisses.
Principaux avantages techniques du TOB-850DN-XZ-10000A
- Le soudage synchrone double face double le débit- Deux têtes de soudage indépendantes sur l’axe Z soudent simultanément les deux extrémités de la cellule. Le taux réglé en usine de 0,4 s par soudure (9000 soudures par heure), réglable jusqu’à 10 500 soudures par heure, se traduit par des temps de cycle extrêmement courts pour un module typique à plusieurs cellules. La conception à double tête réduit efficacement de moitié le temps de soudage et élimine le besoin de retourner le support, réduisant ainsi les interventions de l’opérateur.
- L’auto-correction par IA minimise les erreurs humaines et les reprises- Dans une station de soudage manuelle ou semi-automatique, une variation de la longueur des cellules (même une fraction de millimètre) peut provoquer un contact incomplet ou une force excessive. Les routines d’IA du TOB-850DN-XZ-10000A mesurent en continu la longueur réelle des cellules et l’usure des aiguilles, compensant ces variations en temps réel. Le résultat est une réduction spectaculaire des taux de rejet dus aux soudures faibles et des coûts de reprise associés.
- Alimentation transistorisée puissante de 10 000 A avec contrôle du gradient- La fonction d’augmentation progressive/diminution progressive façonne l’impulsion de courant de soudage afin que la bande de nickel soit chauffée doucement et refroidie sous pression. Cela produit un noyau de soudure plus lisse et plus résistant avec moins de fissures et moins de projections. Les alarmes automatiques de sous-courant, de sous-tension et d’éclaboussures de soudage offrent une couche supplémentaire d’assurance qualité qui protège à la fois le produit et la machine.
- L’importation DXF simplifie la programmation- Au lieu d’enseigner manuellement chaque point de soudage, l’opérateur importe simplement le fichier DXF de la disposition de la bande de nickel. Le système de commande reconnaît les positions des trous ou les marqueurs de points et génère automatiquement le programme de soudage. Cette capacité est particulièrement précieuse pour les fabricants sous contrat qui modifient fréquemment les conceptions de packs : un nouveau programme peut être généré en quelques minutes plutôt qu’en quelques heures.
- Traçabilité numérique complète et intégration MES- Chaque événement de soudage est enregistré avec l’horodatage, les paramètres de soudage et les données de code-barres, stockés localement et éventuellement transférés via Web/API. Cela crée un fil numérique complet pour chaque pack de batterie, des cellules entrantes au produit fini. En cas de retour sous garantie sur le terrain, le fabricant peut vérifier instantanément si les soudures par points ont été réalisées conformément aux spécifications. L’option de détection de pression (capteur MS2009-20KG + convertisseur MI2008) ajoute une autre dimension de données qualité.
- Mécanique robuste entraînée par servomoteurs avec une précision de ±0,02 mm- L’utilisation de servomoteurs Xinjie et de modules haute précision (vis à billes et glissières Runyang) sur tous les axes garantit que les pointes de soudage se positionnent toujours exactement sur l’emplacement prévu. La précision de positionnement de ±0,02 mm est d’un ordre de grandeur supérieure aux tolérances typiques des gabarits de soudage manuels, garantissant que chaque soudure est placée dans la zone cible prévue de la bande de nickel.
- Système de support flexible adapté à une large gamme de types de cellules et de tailles de packs- Le mécanisme de verrouillage permet de passer entre des épaisseurs de support de 76,5 mm et 150 mm, et l’axe X possède une course de 620 mm. Associée à la plage de 390 mm des axes Y et à la course réglable des axes Z, la machine peut traiter des packs allant de petits assemblages de batteries numériques à de grands sous-modules de stockage d’énergie. Le changement entre les largeurs de support est mécanique et rapide, minimisant les temps d’arrêt lors des changements de production.
 |
 |
Spécifications techniques complètes
Paramètres techniques principaux (alimentation transistorisée)
|
Modèle |
TOB-850DN-XZ-10000A Transistor |
|
Alimentation |
220 V, 50/60 Hz, 6 kW |
|
Pression d’air |
0,4–0,8 MPa, sans huile et sans brouillard d’eau |
|
Objet de soudage |
Soudage par résistance de cellules de batterie à boîtier en acier et de feuilles de nickel (nickel pur / nickelées / feuilles composites cuivre-nickel) |
|
Types de cellules compatibles |
Longueur 20–150 mm, diamètre 10–65 mm ; par exemple 14200/14400/18650/21700/26650/32700/32140, etc. |
|
Temps de soudage d’une cellule unique |
1–5 fois |
|
Alimentation de soudage transistorisée |
10 000 A unipolaire (décharge unidirectionnelle maximale de 10 000 A) ; 6 000 B bipolaire (décharge bidirectionnelle maximale de 6 000 A, 12 000 A effectifs). En option : MIYACHI MDA8000B/MDB4000B. Équipée d’une fonction d’augmentation/diminution progressive du courant de soudage, garantissant des joints de soudure plus lisses. Équipée d’une détection automatique du courant/tension de sortie, d’une alarme de sous-courant/sous-tension et d’une alarme d’explosion de soudage. |
|
Épaisseur de soudage |
Nickel pur ou nickelé : 0,08–0,2 mm. 0,16–0,2 mm : il est recommandé de créer une rainure de dérivation. 0,2–0,5 mm : nécessite un soudage par points convexe. |
|
Vitesse de soudage |
Valeur d'usine : 0,4 s par opération (9000 fois par heure). Programmable : 6000–10 500 fois par heure. Ajuster selon le procédé spécifique et la structure du produit. |
|
Configuration de l'aiguille de soudage |
Matériau : ODSC. Aiguille standard de soudage par points : Ø1,7 × 100 mm ; aiguille de soudage par points convexe : Ø3 – 6 – 3 – 45 mm. En option : Ø1,5 × 100 mm, Ø2,0 × 100 mm, Ø3,0 × 100 mm. |
|
Pression de l'aiguille de soudage |
1–5 kg (préréglage d'usine : 2,5 kg) |
|
Course de soudage |
Axe X (avant-arrière) : 1–620 mm ; axe Y (haut-bas) : 1–390 mm ; axe R (rotation) : 0–100° ; axe Z (avance/retrait de l'aiguille) : 40–160 mm (adapté aux cellules de 20–150 mm) |
|
Précision de positionnement |
±0,02 mm |
|
Nombre d'axes |
Un axe X (servomoteur de 700 W) ; deux axes Y (servomoteurs de 700 W) ; deux axes R (servomoteurs de 400 W) ; deux axes Z (servomoteurs de 400 W) ; un axe pneumatique de pression (vérin) |
|
Système de contrôle |
PC industriel + PLC ; système propriétaire de soudage de batteries |
|
Interface homme-machine |
Écran couleur de 24 pouces ; interface en chinois et en anglais |
|
Détection intelligente |
Auto-correction par IA : longueur de l'objet soudé ; auto-détection par IA : erreur de longueur des aiguilles de soudage par points ; auto-détection par IA : position limite de soudage |
|
Paramètre de soudage |
Importer des fichiers DXF et générer automatiquement (les noms de fichiers ne peuvent pas être dupliqués) ; méthode de matrice / matrice de blocs (les points redondants peuvent être supprimés manuellement après la matrice) |
|
Affichage du parcours de soudage |
Affichage en temps réel de la position actuelle de soudage : bleu = soudé, jaune = non soudé |
|
Fonction de soudage régional |
Spécifier la position de soudage, par exemple saisir 20–50 points pour souder du point 20 au point 50 |
|
Reprise après interruption |
Après un arrêt anormal et l'élimination du défaut, saisir la position du point d'arrêt pour reprendre le soudage depuis ce point |
|
Vitesse de soudage en deux étapes |
Se déplacer à grande vitesse jusqu'à la position définie ; entrer en contact avec la feuille de nickel et la cellule à faible vitesse pour éviter l'enfoncement de la cellule et les fuites de liquide |
|
Paramètre de la source d'alimentation de soudage |
Affichage en temps réel des paramètres actuels de soudage ; enregistrés sur le disque local |
|
Refroidissement de l'aiguille de soudage |
Refroidisseur professionnel, refroidissement par eau en circulation, débit d'environ 6 L/min, température |
|
Stockage des formules de procédé |
>1000 ensembles de données, rappelables |
|
Plage de soudage du dispositif de fixation |
Longueur : 260–680 mm ; hauteur : 260–450 mm ; épaisseur : 76,5–150 mm commutable |
|
Dimensions du dispositif |
L1630 × l1050 × H1780 mm |
|
Dimensions de l'emballage |
L1730 × W1280 × H1930 mm |
|
Poids de l'appareil |
Environ 450 kg |
|
Poids du colis |
Environ 600 kg |
Fonctions personnalisées (optionnelles)
|
Fonction |
Paramètre |
Détail |
|
Détection de la pression de l'aiguille de soudage par points |
Capteur : MS2009-20KG ; Convertisseur : MI2008 ; Communication : RS232. Réglage de la pression : base 2–3,5 kg (ajuster selon le processus). Alarme de pression : limites supérieure/inférieure ; en cas de dépassement, alarme et arrêt (peut être désactivée). |
|
|
Téléversement des données de production |
Communication : Web/API. Stockage local : répertoire racine du logiciel du lecteur D. Format : .xlsx. |
|
|
Démarrage par code de numérisation et acquisition des données Multi-PACK |
Scanner : Newland OY20 + / Hikvision MV-IDH3000/13NR/05RN/U. Interface : USB. Formats de codes-barres : 1D (par ex., CODE 128), 2D (par ex., QR CODE). Multi-PACK par support : numériser plusieurs codes-barres successivement ; générer les données de codes-barres correspondantes après le soudage. Stockage local : lecteur D, .xlsx. |
|
|
Reconnaissance visuelle IA des coordonnées de soudage |
Optionnel. |
Paramètres de soudage recommandés (points de départ)
Il s'agit de réglages typiques pour une cellule standard 18650 avec une bande de nickel pur de 0,15 mm. Les paramètres finaux doivent être optimisés pour votre cellule spécifique, le matériau de la bande et la conception du pack.
|
Paramètre |
Valeur de départ |
Remarques |
|
Courant de soudage (unipolaire) |
200–400 A (selon la densité de courant requise) |
Commencer à faible intensité et augmenter jusqu'à obtenir un noyau de soudure de taille complète. |
|
Temps de soudage (par impulsion) |
5–15 ms |
Une durée trop longue peut provoquer une perforation ; une durée trop courte entraîne une liaison faible. |
|
Pression de l'aiguille |
2,5–3,5 kg |
Maintenir une pression constante ; l'option de détection de pression permet une surveillance en boucle fermée. |
|
Nombre d'impulsions par point |
1–3 |
Les impulsions multiples sont souvent utilisées pour les bandes de nickel épaisses. |
|
Température de l'eau de refroidissement |
|
Vérifier régulièrement le débit du refroidisseur. |
|
Distance d'approche à faible vitesse de l'axe Z |
2–3 mm |
Empêche les dommages d'impact sur la cellule. |
Effectuez toujours un test de pelage destructif et une analyse en coupe transversale sur les premiers articles de chaque nouvelle configuration afin de valider la qualité de la soudure.
Problèmes courants de soudage et dépannage
|
Problème |
Cause possible |
Solution |
|
Soudure faible (se décolle facilement) |
Courant insuffisant, faible pression ou aiguilles usées. |
Augmenter le courant par petites étapes. Vérifier le réglage de la pression des aiguilles et contrôler l'étalonnage du capteur si la détection de pression est installée. Remplacer les aiguilles ODSC usées. |
|
Projection de soudure (éjection de métal en fusion) |
Courant excessif ou pic de résistance de contact dû à des électrodes sales. |
Réduire le courant ou activer la fonction d'augmentation progressive. Nettoyer les bornes de la cellule et la bande de nickel avec de l'alcool. S'assurer que les aiguilles sont correctement alignées. |
|
Perforation de la bande de nickel |
Courant trop élevé ou temps de soudage trop long pour l'épaisseur de la bande. |
Réduire le courant et/ou le temps. Pour une épaisseur >0,2 mm, utiliser une aiguille de soudage par points convexe et envisager des rainures de dérivation. |
|
Qualité de soudure incohérente dans le pack |
Mauvais alignement du dispositif de fixation ; module d'axe Z usé ; variation de hauteur des cellules. |
Vérifier que le dispositif de fixation est correctement verrouillé et que les cellules sont complètement positionnées. Exécuter la routine de détection de longueur par IA et vérifier l'usure des aiguilles. Étalonner la course de l'axe Z. |
|
La machine s'arrête avec une alarme « sous-courant » |
L'alimentation n'atteint pas le courant réglé en raison d'une mauvaise connexion électrique ou d'une résistance élevée dans le circuit secondaire. |
Vérifier toutes les connexions de câbles entre l'alimentation et les têtes de soudage. Nettoyer les porte-électrodes. Inspecter l'alimentation transistorisée pour détecter des défauts. |
|
Fuite d'eau près de la tête de soudage |
Tube de refroidissement endommagé ou raccord desserré. |
Arrêter immédiatement la machine et réparer la fuite. Le débit du refroidisseur doit être vérifié — 6 L/min est une valeur typique. |
|
L'importation DXF échoue ou les points de soudage sont mal positionnés |
Conflit de nom de fichier ou mise à l'échelle incorrecte dans le DXF. |
S'assurer que les noms de fichiers sont uniques. Vérifier que le DXF est dessiné en millimètres et que l'origine correspond au point zéro du dispositif de fixation. Réimporter après correction. |
FAQ d'ingénierie — Soudage par points automatisé pour packs de batteries
Q1 : Cette machine peut-elle souder des bandes composites cuivre-nickel, ou uniquement du nickel pur ?
La machine est spécifiée pour les feuilles de nickel pur, nickelées et composites cuivre-nickel. Les composites cuivre-nickel ont une conductivité plus élevée et une résistance de contact plus faible que le nickel pur, mais ils nécessitent un courant de soudage plus élevé et peuvent nécessiter des aiguilles à pointe convexe pour concentrer le courant. L'alimentation de 10 000 A est capable de souder ces matériaux, mais nous recommandons d'effectuer un essai de soudabilité avec votre nuance de composite spécifique.
Q2 : Comment la machine gère-t-elle des cellules de différentes longueurs dans le même dispositif de fixation ?
La routine de détection de longueur par IA mesure chaque cellule individuellement lorsque l'axe Z effectue le premier contact et ajuste la course en conséquence. Cela signifie que les cellules d'un même dispositif de fixation peuvent varier quelque peu en longueur sans nécessiter de reprogrammation manuelle. Cependant, pour une cohérence optimale, les cellules doivent être pré-triées par longueur et capacité.
Q3 : Que se passe-t-il si une cellule est manquante ou mal alignée dans le dispositif de fixation ?
La fonction de détection des limites par IA remarquera que la course de l'axe Z est hors de la plage attendue et déclenchera une alarme. La machine peut être programmée pour s'arrêter et alerter l'opérateur, ou pour ignorer ce point de soudage particulier si la cellule est absente. Cela évite d'endommager la tête de soudage et le dispositif de fixation.
Q4 : L'intégration MES est-elle compliquée ?
La machine fournit une interface Web/API pour le téléchargement des données. Tant que votre MES peut accepter les données via ces protocoles, l'intégration est simple. Les données sont stockées localement au format standard .xlsx sur le lecteur D, de sorte que même sans MES, vous pouvez accéder aux enregistrements complets de production en branchant une clé USB ou en vous connectant au réseau.
Q5 : À quelle fréquence les aiguilles de soudage par points doivent-elles être remplacées, et peuvent-elles être réaffûtées ?
Les aiguilles ODSC ont une longue durée de vie lorsqu'elles sont correctement refroidies et que les paramètres de soudage se situent dans la plage recommandée. En production à haut volume (plusieurs milliers de soudures par jour), les aiguilles peuvent durer plusieurs semaines. Elles peuvent être légèrement retouchées, mais il est généralement plus économique de les remplacer lorsque la géométrie de la pointe commence à changer de manière significative. La détection d'usure des aiguilles par IA fournit un avertissement précoce avant que la qualité de soudage ne soit affectée.
Pourquoi choisir le TOB-850DN-XZ-10000A plutôt que des postes de soudage manuels ou semi-automatiques
|
Caractéristique |
TOB-850DN-XZ-10000A |
Soudeuse par points manuelle/semi-automatique |
|
Débit de soudage |
0,4 s par soudure, jusqu'à 10 500 soudures/h |
Généralement 3 à 5 s par soudure (y compris la manipulation du dispositif de fixation) |
|
Cohérence des soudures |
Positionnement de ±0,02 mm, correction de longueur par IA, contrôle du gradient de courant |
Fortement dépendant de l'opérateur ; soudures faibles fréquentes |
|
Traçabilité des données |
Intégration complète au MES, lecture de codes-barres, export .xlsx |
Aucune, ou au mieux un compteur |
|
Soudage double face |
Soude simultanément les deux bornes |
Nécessite de retourner manuellement le dispositif de fixation |
|
Temps de changement de série |
Importation DXF, changement rapide de largeur du dispositif de fixation |
Reprogrammation ou apprentissage manuel |
|
Prévention des erreurs |
Auto-correction par IA pour la longueur des cellules, l'usure des aiguilles, les positions limites |
Repose sur la vigilance de l'opérateur |
|
Têtes de soudage refroidies |
Refroidisseur à eau en circulation, fonctionnement continu |
Refroidissement par air, cycle de service limité |
|
Adapté à la production EV/ESS |
Prêt pour la production industrielle |
Convient uniquement aux prototypes ou aux faibles volumes |
Pourquoi effectuer une mise à niveau :
Le passage du soudage par points manuel au TOB-850DN-XZ-10000A n'est pas seulement une amélioration de la vitesse : c'est une transformation de la qualité. Dans un processus manuel, l'opérateur doit évaluer la pression, l'alignement et le temps de soudage au ressenti, ce qui entraîne une dispersion des résistances de soudage qui n'apparaît qu'au cours des tests complets de cyclage du pack. Le TOB-850DN-XZ-10000A remplace cette variabilité par une précision assistée par servo et une qualité vérifiée par IA, garantissant que chaque soudure d'un module de 10 000 soudures est identique aux autres. Lorsque ce module est assemblé dans un pack batterie de véhicule électrique et doit durer 10 ans, cette constance est non négociable.

Installation, mise en service et formation
- Installation : Sauf accord contraire, l'acheteur est responsable de la réception, du déballage et du transport de la machine vers le site d'installation, ainsi que de la préparation des raccordements électriques.
- Mise en service : Le vendeur est responsable de l'installation de l'équipement, du débogage et de l'intégration du système avec les périphériques de la ligne de production de l'acheteur.
- Production d'essai : Après l'installation, une production d'essai à petite échelle est réalisée avec les cellules et les bandes de nickel de l'acheteur. La production de masse officielle ne commence qu'après l'approbation des pièces d'essai par le service qualité de l'acheteur.
- Formation : Le vendeur fournit gratuitement une formation aux opérateurs et au personnel de maintenance de l'acheteur. Le contenu de la formation comprend : le fonctionnement normal, la maintenance courante, l'analyse des pannes et le dépannage, la sécurité opérationnelle et les procédures d'arrêt d'urgence.
Environnement de fonctionnement
|
Paramètre |
Exigence |
|
Température ambiante |
–10 °C à+55 °C |
|
Humidité relative |
≤ 75 % |
|
Environnement d'usine |
Aucun gaz corrosif, aucune forte interférence électromagnétique |
Prêt à transférer l’assemblage de votre pack de cellules cylindriques des postes manuels vers une ligne de soudage par points entièrement automatisée et traçable ? Demandez un devis pour le TOB-850DN-XZ-10000A. Indiquez votre type de cellule, la disposition DXF du module et le débit de production cible ; notre équipe d’automatisation vous fournira une étude détaillée de faisabilité du soudage et une analyse du temps de cycle.
tob.amy@tobmachine.com | +86 181 2071 5609
Vous pourriez également avoir besoin de
- Machine de soudage par points DC à onduleur TOB-IP-3000A
- Machine automatique de soudage par points de PACK de batterie cylindrique à simple face TOB-SW-8000A-500
- Machine de poinçonnage pneumatique TOB-SWR pour retirer les soudures par points
- Machine de soudage par points manuelle TOB-HDP-3000S
Précédent:
machine automatique de soudage par points de côté de 18650 cellules de soudage par pointsProchaine:
Machine automatique de soudage par points double face pour batterie
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.








