- Accueil
- >
préparation des électrodes
- >
soudeur de languette de batterie
- >
Machine de soudage par ultrasons de 20 kHz pour le soudage d'électrodes de batterie et de languettes multicouches
Catégories
Produits chauds







Loading...



Machine de soudage par ultrasons de 20 kHz pour le soudage d'électrodes de batterie et de languettes multicouches
Marque:
TOB NEW ENERGYarticle no.:
TOB-20K-1500Wordre (moq):
1setPaiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
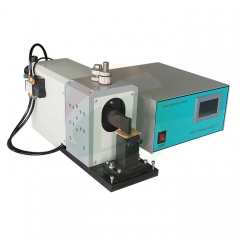
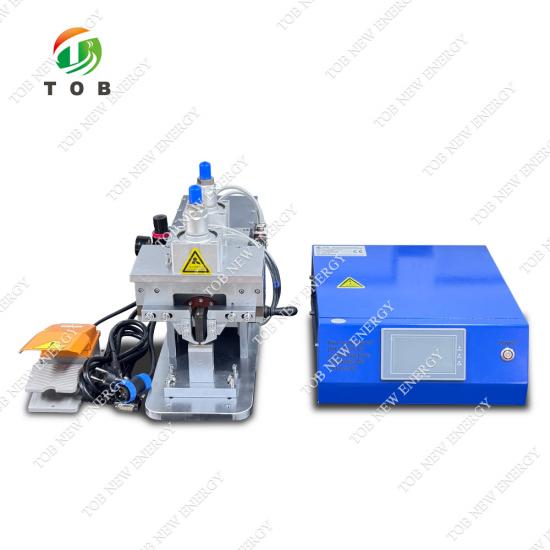
Machine de soudage par ultrasons TOB-20K-1500W 20 kHz pour le soudage d'électrodes de batterie et de languettes multicouches
Présentation du produit et applications idéales
Une machine de soudage par ultrasons utilise l'énergie vibratoire à haute fréquence pour assembler des pièces métalliques fines sans faire fondre le matériau de base. La TOB-20K-1500W génère des oscillations mécaniques de 20 kHz grâce à un transducteur piézoélectrique, amplifie le déplacement via un amplificateur et un cornet, et transmet l'énergie à l'interface de soudure sous pression pneumatique contrôlée. L'action de frottement à haute fréquence des surfaces de contact rompt les couches d'oxyde et crée une liaison solide. Contrairement au soudage par résistance ou laser, le soudage par ultrasons ne produit ni projections, ni fusion du métal, ni zone affectée thermiquement – des avantages essentiels pour le soudage de feuilles de batterie ultra-minces qui se perforeraient avec d'autres méthodes.
Le système repose sur un générateur ultrasonique entièrement numérique d'origine allemande, assurant un suivi intelligent de la fréquence, une amplitude de sortie constante compensant les fluctuations de tension secteur et différents modes de soudage sélectionnables : mode énergie, mode temps et mode temps intelligent. La tête de soudage est fabriquée en acier rapide importé (Yishengbai, nuance Bohler-Uddeholm) et possède deux faces utilisables indépendantes. Chacune de ces faces présente une microtexture conçue pour adhérer et coller des feuilles d'aluminium et de cuivre d'une épaisseur minimale de 0,012 mm sans les déchirer. Une interface tactile haute définition permet de stocker plus de 100 enregistrements de soudage, prend en charge des services cloud personnalisés pour le suivi de l'OEE et le diagnostic à distance, et offre une protection par alarme en temps réel contre les surtensions, les surintensités, les surchauffes et les surcharges de soudage.
Idéal pour :
- Lignes de production de batteries lithium-ion soudant des languettes en aluminium de cathode (feuille de 0,012 mm sur languette de 0,2 à 0,5 mm) et des languettes en cuivre d'anode (feuille de 0,008 à 0,012 mm sur languette en cuivre nickelé de 0,2 à 0,4 mm).
- Assemblage de la cellule en poche : soudage par lamination multicouche (10 à 45 couches), soudage en papillon et joints de transition aluminium-nickel.
- Fabrication de cellules cylindriques : soudage monopoint du capuchon sur la bande d'aluminium, soudage de la coque inférieure en aluminium sur le ruban composite aluminium-nickel.
- Applications de câblage automobile, d'interconnexion de panneaux solaires, d'étanchéité de tubes en cuivre et de soudage de plaques de verre solaires nécessitant une liaison à l'état solide propre et rompant l'oxyde.
- Tout environnement de production remplaçant le soudage par résistance, gourmand en consommables, ou le soudage laser par points, lent, par un procédé ultrasonique rapide, répétable et documentable.

Où le soudage par ultrasons intervient-il dans l'assemblage des cellules de batterie ?
Le soudage par ultrasons intervient lors de l'assemblage des cellules de batteries lithium-ion, après le revêtement et le découpage ou le poinçonnage des électrodes, et avant le remplissage avec l'électrolyte. Pour une cellule cylindrique (par exemple, 18650 ou 21700), la languette en aluminium de la cathode est soudée au bord de la feuille non revêtue ou à une bande collectrice de courant, et la languette en cuivre nickelé de l'anode est soudée de la même manière. Le couvercle de la cellule est ensuite fixé à la bande d'aluminium par une impulsion ultrasonique unique. Pour les cellules souples, plusieurs couches de feuilles de cathode ou d'anode sont empilées et soudées à une languette unique plus épaisse par un procédé de lamination multicouche – généralement de 10 à 45 couches selon la capacité de la cellule et la longueur de soudure.
La soudure doit simultanément satisfaire à trois exigences strictes : une résistance d’adhérence proche de celle du matériau de base, l’absence de perforation ou d’amincissement de la feuille qui créeraient un point de haute résistance ou un point faible mécanique, et un temps de cycle de soudage inférieur à une seconde pour s’adapter à la cadence de production. Le TOB-20K-1500W atteint cet objectif grâce à une énergie ultrasonique délivrée avec précision, qui rompt les films d’oxyde tenaces présents sur les surfaces d’aluminium et de cuivre tout en maintenant la température du matériau bien en dessous de son point de fusion.
Meilleures pratiques de processus issues d'environnements de production réels :
- Préparation de surface : La feuille d’aluminium s’oxyde en quelques minutes au contact de l’air. Nettoyez sa surface avec de l’alcool isopropylique anhydre juste avant de l’insérer dans le dispositif de soudage. N’utilisez pas de tampons à récurer abrasifs : ils enlèvent de la matière et créent des résidus susceptibles de s’incruster dans la zone de soudure.
- Alignement corne-enclume : le motif de la corne supérieure (lignes droites ou quadrillage) doit être en contact total avec la pile de languettes, et le motif de l’enclume inférieure (maille ou réticulé) doit supporter la feuille inférieure sans basculer. Un défaut d’alignement angulaire de seulement 0,05 mm peut entraîner une liaison partielle, visible à l’œil nu mais non concluante lors des cycles de formation des cellules.
- Fréquence de nettoyage de la surface de soudage : Après environ 500 à 1 000 soudures sur aluminium, des résidus de métal peuvent adhérer à la surface de soudage. Nettoyez-la avec une brosse en laiton souple ou un outil de nettoyage adapté. N’utilisez jamais d’outils en acier : les rayures créent des zones de concentration de contraintes et peuvent entraîner une fissuration prématurée de la surface de soudage.
- Optimisation de la pression : Le vérin pneumatique (AIRTAC SDA63×20, alésage de 63 mm, course de 20 mm) délivre une pression de service maximale de 6 kg/cm². Pour une feuille d’aluminium de 0,012 mm d’épaisseur, commencez avec une pression de 2 à 3 kg/cm². Pour les empilements de sachets multicouches (plus de 20 couches), une pression de 4 à 5 kg/cm² est typique. Une pression excessive aplatit la microstructure de la feuille et, paradoxalement, réduit la résistance de l’adhérence ; une pression insuffisante entraîne un glissement et un grippage de la surface. La pression optimale est atteinte lorsque le bord de la zone de soudure est enfoncé de 1 à 5 mm par rapport à son plan initial.


Soudage par ultrasons de fils de cuivre et de bandes de nickel
Fonctionnement du système de soudage par ultrasons TOB-20K-1500W
Conversion et distribution d'énergie : Le système débute par le générateur ultrasonique, une unité numérique de 1 500 W composée de modules de puissance IGBT et d'un circuit d'oscillation à excitation séparée. Ce générateur convertit le courant alternatif 50/60 Hz du réseau en un signal électrique de 20 kHz contrôlé avec précision. Ce signal alimente un transducteur piézoélectrique (plaque piézoélectrique German Tech, modèle X20) intégré à la tête de soudage, qui transforme les oscillations électriques en vibrations mécaniques de même fréquence.
La vibration mécanique traverse un amplificateur (corne à amplitude variable, modèle Y20) qui amplifie le déplacement à une amplitude de demi-cycle utilisable de 20 à 40 µm. Le mouvement amplifié atteint la corne de soudage, usinée à partir d'acier rapide importé (matériau Yishengbai), qui transmet la force de cisaillement oscillatoire directement à l'empilement métallique serré entre la corne et l'enclume inférieure.
L'opération de soudage (étape par étape)
- Phase de compression (0,02–10 s, programmable) : Le vérin pneumatique abaisse la tête de soudage. Le bras entre en contact avec la pièce supérieure et applique une pression jusqu’à la valeur définie. Le système de guidage linéaire (glissières linéaires SY, course de 20 mm) assure une descente verticale et stable, quelle que soit la vitesse de réglage ; les vitesses de montée et de descente sont réglables indépendamment pour un positionnement précis.
- Impulsion ultrasonique (0,01–2,0 s) : Une fois la pression stabilisée, le générateur applique l’impulsion ultrasonique. La surface du cornet frotte latéralement contre la couche métallique supérieure à 20 000 cycles par seconde, tandis que les couches inférieures restent immobiles contre l’enclume. Ce mouvement différentiel génère une chaleur de friction localisée et une déformation plastique intense, notamment aux interfaces. Les films d’oxyde – la barrière qui empêche le soudage par fusion conventionnel – sont fragmentés et dispersés dans le volume, exposant le métal propre. Sous l’effet combiné de la diffusion atomique et de l’écoulement plastique, une liaison métallurgique à l’état solide se forme. Le procédé ne fait pas fondre le métal ; en revanche, le ramollissement du métal à l’interface permet la pénétration caractéristique couche par couche sans noircissement ni perforation.
- Phase de maintien (quelques secondes) : Après l’arrêt de l’énergie ultrasonique, la pression pneumatique est brièvement maintenue pour permettre à la liaison de se consolider et de se solidifier sous compression, formant ainsi un joint robuste au niveau moléculaire. La résistance de la soudure se rapproche de celle du matériau d’origine.
- Retour : L'électrovanne (AIRTAC 24V210-10) purge le cylindre et la tête se rétracte dans sa position initiale, prête pour la pièce suivante.
Un système de contrôle intelligent qui distingue cette machine des soudeuses plus simples.
- Suivi automatique de la fréquence (±20 Hz, plage de recherche 19,0000–21,0000 Hz) : lors d’une production continue, le transducteur et le pavillon chauffent, ce qui entraîne une dérive de leur fréquence de résonance mécanique. Le générateur détecte en permanence cette dérive et se resynchronise en temps réel sur la nouvelle résonance, sans intervention manuelle. Après un changement ou un réaffûtage du pavillon, le système effectue un autodiagnostic à la mise sous tension et se resynchronise automatiquement sur la nouvelle résonance ; fini le fastidieux réglage manuel, comparable à la « recherche d’une station de radio », une opération encore nécessaire sur de nombreuses machines concurrentes.
- Fonction d'amplitude constante : lorsque la tension secteur fluctue entre 215 V et 238 V, le générateur compense automatiquement la tension de sortie afin de maintenir une amplitude constante du signal sonore. Ainsi, la centième soudure d'une équipe est identique à la première, quelles que soient les variations de tension en usine.
- Arrêt multimode : Le mode Énergie interrompt l’impulsion lorsqu’un seuil de joules prédéfini est atteint (idéal pour les soudures épaisses entre languettes où l’apport de chaleur total doit être contrôlé). Le mode Temps fonctionne pendant une durée fixe (idéal pour le soudage monopoint répétitif à grande vitesse). Le mode Temps intelligent analyse le retour ultrasonore en temps réel, identifie le moment de la liaison interfaciale complète et interrompt l’impulsion, optimisant ainsi la résistance tout en évitant les vibrations excessives susceptibles d’endommager la feuille.
- Amplitude segmentable (1 % à 100 % en 0 à 100 ms) : pour les films ultra-fins et délicats, vous pouvez programmer une amorce douce à faible amplitude, suivie d’une montée en amplitude jusqu’à l’amplitude maximale pour le collage, puis d’une diminution progressive. « La machine fonctionne exactement comme vous le souhaitez » : une expression que nos ingénieurs utilisent souvent avec nos clients.
Principaux avantages techniques du soudage des languettes et des feuilles de batterie
- Système ultrasonique numérique de fabrication allemande avec contrôle automatique de fréquence. Le transducteur utilise des cristaux piézoélectriques de German Tech, associés à un générateur entièrement numérique basé sur des modules IGBT et un circuit d'oscillation à excitation séparée. Cette architecture garantit une conversion de puissance intrinsèquement stable et à faible bruit. Contrairement aux générateurs analogiques qui nécessitent un réglage manuel de la fréquence et qui dérivent avec la température, le système TOB s'auto-calibre au démarrage et suit en continu la résonance pendant son fonctionnement. Résultat : après le remplacement d'un pavillon ou le réusinage d'une surface usée, la machine se synchronise sur la nouvelle résonance en quelques secondes, sans intervention de l'opérateur – une fonctionnalité souvent absente des systèmes concurrents, qui s'appuient plutôt sur une procédure de « recherche » manuelle, comparable au réglage d'une vieille radio.
- Pénétration couche par couche sans brûlure ni noircissement. La combinaison d'un contrôle précis de l'amplitude (20 à 40 µm par demi-cycle), d'une pression ajustable (0,3 à 6 kg/cm²) et d'une résolution temporelle (jusqu'à 0,01 s) permet un véritable collage couche par couche à travers toute la structure. La spécification exige explicitement l'absence de noircissement, ce qui signifie que l'interface de soudure reste exempte d'oxyde et que le métal n'atteint pas sa température d'oxydation. Pour une structure en aluminium de 20 couches soudée à une languette de 0,4 mm, chaque couche est assemblée individuellement et la feuille extérieure reste structurellement intacte. Ceci a un impact direct sur la fiabilité de la cellule : une soudure partiellement brûlée peut passer le contrôle qualité initial, mais développer une résistance élevée lors des cycles.
- Trois modes de soudage pour une flexibilité optimale : le générateur propose trois modes : énergie, temps et temps intelligent, chacun adapté à différentes géométries d’assemblage. Le mode énergie excelle pour les soudures épaisses à plusieurs languettes, où l’apport de chaleur total détermine la qualité. Le mode temps est idéal pour le soudage monopoint répétitif à grande vitesse sur les lignes de cellules cylindriques. Le mode temps intelligent, exclusif à ce générateur, surveille en temps réel l’affaissement des interfaces et interrompt automatiquement l’impulsion lorsque la liaison optimale est atteinte, quelles que soient les légères variations d’épaisseur de la feuille ou de l’état de surface. Ce mode est particulièrement efficace pour les assemblages de métaux dissemblables (Al-Ni), où une énergie ou un temps fixe peut entraîner un sous-soudage du côté nickel ou un sur-soudage du côté aluminium.
- Amplitude segmentable : 1 % à 100 % dans une fenêtre de 100 ms. Cette fonction offre aux ingénieurs de procédés un contrôle très précis du profil de soudure. Pour une feuille d’aluminium extrêmement fragile de 0,012 mm d’épaisseur, l’amplitude peut démarrer à 20 % pendant les 10 premières millisecondes (pour établir le contact sans déchirure), augmenter progressivement jusqu’à 80 % sur les 40 ms suivantes (pour rompre les oxydes et amorcer la liaison), puis se maintenir à 60 % pendant les 50 ms restantes (pour consolider sans surchauffe). Un poste de soudage à amplitude fixe ne peut tout simplement pas atteindre ce niveau de contrôle, et la différence est visible à la fois sur la section transversale de la soudure et dans les données de l’essai d’arrachement.
- Stockage de plus de 100 enregistrements de soudage avec enregistrement des données dans le cloud. L'interface tactile stocke plus de 100 ensembles de paramètres et historiques de soudage, chacun contenant l'amplitude, l'énergie, le temps et les informations d'alarme. Des services cloud personnalisés permettent la surveillance à distance du TRS, les alertes de défauts et la traçabilité pour les audits qualité. Lorsqu'un client du secteur automobile doit prouver que chaque soudure d'un lot de production a été réalisée conformément aux spécifications, ces données sont immédiatement disponibles.
- Conception mécanique robuste pour une durée de vie de plus de 100 000 cycles de soudage. La corne de soudage est fabriquée en acier rapide importé (Yishengbai, nuance Bohler-Uddeholm) et possède deux faces utilisables indépendantes, doublant ainsi l'intervalle d'entretien. L'enclume est dotée d'une grille optimisée pour le maintien de feuilles minces sans les couper. Le système de guidage linéaire (marque SY, deux jeux de glissières linéaires, diamètre nominal de 20 mm) et l'actionneur pneumatique (vérin AIRTAC SDA63×20 avec électrovanne AIRTAC 24V210-10) sont conçus pour un usage industriel. La durée de vie globale de l'équipement est de 8 à 10 ans, avec une garantie d'un an sur tous les composants principaux (transducteur, amplificateur, corne, carte mère, transformateur de sortie, processeur de la société américaine ID, câbles), à l'exception de l'usure de la face et de la base de la corne.
- Systèmes de protection complets : Le générateur surveille en permanence : la tension d’alimentation (plage de fonctionnement : 215–238 V, avec compensation automatique dans cette plage), les surintensités (protection IGBT), les surchauffes (arrêt automatique du transistor de puissance interne à 60 °C), les variations de fréquence du réseau (compensation automatique) et les surcharges de soudage (retour d’information évitant d’endommager le transducteur et le cornet). Ses performances en matière de compatibilité électromagnétique (CEM) sont qualifiées de « forte résistance aux interférences », un atout important lorsque le poste de soudage fonctionne à proximité de variateurs de vitesse ou d’autres composants électroniques de puissance sur une ligne de production de batteries.

Spécifications techniques complètes
Générateur ultrasonique et système de contrôle
|
Paramètre |
Spécification |
|
Fréquence |
20 kHz, plage de suivi automatique ±20 Hz, plage de recherche d'affichage 19,0000–21,0000 Hz |
|
Pouvoir |
1500 W (sélectionnable) 1000 W) |
|
Contrôle de fréquence |
Intégré, réglable et entièrement numérique |
|
Phase de puissance |
Modules IGBT, circuit d'oscillation à excitation séparée |
|
Contrôle d'amplitude |
Réglable en continu, de 1 % à 100 %, segmentable dans une fenêtre de 0 à 100 ms |
|
Fonction à amplitude constante |
Oui, il compense les fluctuations de tension du secteur entre 215 et 238 V. |
|
modes de soudage |
Mode énergie, mode heure, mode heure intelligent (sélectionnable) |
|
Plage de temps de soudage |
0,01–2,0 s |
|
Plage de temps de compression |
0,02–10 s (programmable) |
|
Plage de réglage de l'heure (générale) |
0–60 s |
|
Stockage des paramètres |
Oui, avec rappel personnalisable ; >100 enregistrements de soudage |
|
Service cloud |
Personnalisable |
|
Contrôleur |
À base de microprocesseur (jeu de puces de la société américaine ID) |
|
protections |
Surtension (bande 215–238 V), surintensité, surcharge, surchauffe (protection automatique à 60 °C), compensation automatique des variations de fréquence du réseau, retour d'information sur les surcharges de soudage |
|
EMI/EMC |
Forte capacité anti-interférences |
|
Écran |
Écran tactile haute définition avec interface graphique intuitive |
|
Afficher |
Double affichage : température de consigne et température mesurée |
|
Dimensions du générateur |
Environ 360 mm × 340 mm × 150 mm |
|
Tension d'alimentation |
220 V CA, 50/60 Hz |
Tête de soudage, transducteur et système pneumatique
|
Paramètre |
Spécification |
|
Transducteur |
Modèle X20, T allemand plaquettes piézoélectriques |
|
Tolérance d'appariement du transducteur |
Différence de fréquence ≤ 400 Hz, différence d'impédance ≤ 4 Ω, différence de capacité ≤ 400 pF |
|
résistance d'isolement du transducteur (par rapport à l'enveloppe) |
≥30 MΩ |
|
Amplificateur |
Modèle Y20 |
|
matériau de corne |
Acier rapide importé (Yishengbai, qualité Bohler-Uddeholm) |
|
Longueur de la corne |
≥130 mm |
|
Nombre de faces de klaxon utilisables |
2 |
|
direction d'installation du klaxon |
Transversale (horizontale) |
|
Motif de tête de corne |
Corne supérieure : motif à lignes droites ou à hachures croisées (« riz ») ; enclume inférieure : motif en maille |
|
Hauteur du point de soudure (profondeur du motif) |
0,8 mm (ajustable selon le processus de fabrication) |
|
Hauteur de la surface de soudure par rapport à la corne |
>5 mm (ajusté en fonction de la hauteur du produit) |
|
Plage de réglage d'amplitude |
Demi-cycle 20–40 µm |
|
Coup de tête vertical |
Course du vérin de 20 mm, commande de guidage linéaire |
|
Vitesse de montée/descente de la tête |
Réglable, contrôlé avec précision |
|
Commande de position haute/basse |
Positionnement précis |
|
Cylindre |
AIRTAC SDA63×20, alésage 63 mm × course 20 mm |
|
électrovanne |
AIRTAC 24V210-10 |
|
Guide linéaire |
Marque SY, curseur linéaire 20, 2 ensembles |
|
Pression de service |
0,3–6 kg/cm² (min 0,3, max 6 kg/cm²) |
|
Alimentation en air d'entrée |
air comprimé sec, 7–8 kg/cm² (bar) |
|
Entrée d'air |
Raccord rapide, Ø8 mm |
|
Vie à visage de corne |
≥100 000 soudures |
Matériaux et configurations de cellules applicables
|
Application |
Spécification |
|
Substrat de cathode (feuille collectrice de courant) |
Feuille d'aluminium, épaisseur 0,012 mm |
|
Matériau de la languette de cathode |
Aluminium comprimé de 0,2 à 0,5 mm d'épaisseur |
|
Substrat d'anode (feuille collectrice de courant) |
Feuille de cuivre, épaisseur 0,008–0,012 mm |
|
matériau de la languette d'anode |
Languette en cuivre nickelé/nickel, épaisseur 0,2–0,4 mm |
|
Cellule à poche max. couches laminées |
10 à 45 couches (selon la longueur de la soudure) |
|
longueur du point de soudure |
20 mm (personnalisable) |
|
largeur du point de soudure |
3 mm (personnalisable) |
|
Mode de soudage pour languettes |
Transversal (en travers ; personnalisable) |
|
Exigences de qualité de soudure |
Aucune pénétration de soudure, aucune soudure manquée, liaison ferme, pénétration couche par couche, aucun noircissement |
|
temps de cycle de soudage |
En moins d'une seconde |
|
Nombre de points de soudure |
Conçu selon le procédé de soudage |
|
Type de soudage |
Point unique |
Dimensions et poids de la machine
|
Article |
Dimensions / Poids |
|
Dimensions générales |
Environ 900 mm × 600 mm × 750 mm |
|
Dimensions de la tête |
Environ 500 mm × 310 mm × 620 mm |
|
Dimensions de l'armoire du générateur |
Environ 360 mm × 3 40 mm × 150 mm |
|
Dimensions de l'emballage |
Environ 1000 mm × 600 mm × 800 mm |
|
Poids total |
Environ 50 kg |
Liste des composants et des pièces de rechange
|
Non. |
Assemblée |
Composant |
Spécifications / Modèle |
Fabricant |
Qté |
Garantie |
|
1 |
Câble |
Câble haute fréquence |
– |
– |
1 pièce |
1 an |
|
2 |
Câble |
Câble haute fréquence |
– |
– |
1 pièce |
1 an |
|
3 |
Câble |
câble de commande de sortie |
Multicœur |
– |
1 pièce |
1 an |
|
4 |
Système de vibration |
Transducteur |
X20 |
Technologie allemande (plaquette) |
1 pièce |
1 an |
|
5 |
Système de vibration |
Booster (corne à amplitude variable) |
Y20 |
– |
1 pièce |
1 an |
|
6 |
Système de vibration |
corne de soudage |
20 |
Matériaux importés par Yishengbai |
1 pièce de chaque (positive/négative) |
1 an (usure exclue) |
|
7 |
Système de vibration |
Plaque de bride |
– |
– |
1 ensemble |
1 an |
|
9 |
Boîtier de commande |
Carte mère |
– |
– |
1 pièce |
1 an |
|
10 |
Boîtier de commande |
Transformateur de sortie |
– |
– |
1 pièce |
1 an |
|
12 |
Boîtier de commande |
processeur à puce |
– |
Société américaine d'identification |
1 ensemble |
1 an |
|
13 |
Fixation |
manchon de réglage de matrice supérieur |
– |
– |
– |
– |
|
14 |
Fixation |
Base |
– |
– |
1 ensemble |
1 an (usure exclue) |
|
15 |
Cadre |
Cadre de machine |
HY |
– |
1 ensemble |
1 an |
|
16 |
Cadre |
Guide linéaire |
Curseur linéaire 20 |
SY |
2 ensembles |
1 an |
|
17 |
Cadre |
Cylindre |
SDA63×20 |
AIRTAC |
1 ensemble |
1 an |
|
18 |
Cadre |
électrovanne |
24V210-10 |
AIRTAC |
1 ensemble |
1 an |


Défauts courants de soudage par ultrasons et dépannage pratique
Les problèmes suivants sont fréquemment rencontrés lors du soudage des languettes de batterie. Le tableau explique comment les fonctionnalités du TOB-20K-1500W contribuent directement au diagnostic. examiner et résoudre chacun d'eux.
|
Problème |
Cause possible |
Comment le TOB-20K-1500W aide / Action recommandée |
|
Adhérence faible / faible résistance à la traction (s'ouvre facilement) |
Énergie insuffisante, amplitude trop faible ou couche d'oxyde incomplète. |
Augmentez la consigne d'énergie par petits incréments (5 J). Vérifiez que l'amplitude est d'au moins 70 à 80 % pour l'aluminium. Assurez-vous que les feuilles ont été nettoyées à l'alcool isopropylique avant le soudage. La fonction d'amplitude constante garantit que l'amplitude définie est effectivement délivrée, quelles que soient les fluctuations du réseau électrique. |
|
Perforation de la feuille ou brûlure (pénétration de la soudure) |
Énergie trop élevée, amplitude excessive par rapport à l'épaisseur de la feuille, ou pression trop faible provoquant un glissement et une surchauffe locale. |
Réduisez la consommation d'énergie ou passez en mode de temporisation intelligente avec arrêt automatique une fois la liaison terminée. Augmentez la pression pneumatique à 3–4 kg/cm² pour améliorer le couplage. Vérifiez le parallélisme entre la corne et l'enclume. La spécification exige une absence totale de pénétration de la soudure. |
|
Adhérence de l'aluminium sur la corne / transfert de métal |
Amplitude insuffisante provoquant un frottement de glissement plutôt qu'une liaison, ou temps de soudage excessif à faible amplitude. |
Nettoyez la surface du pavillon avec une brosse en laiton souple. Augmentez légèrement l'amplitude et réduisez la durée. La fonction d'amplitude segmentée permet un engagement initial en douceur afin d'éviter le grippage. |
|
La qualité des soudures se dégrade au cours d'un quart de production. |
L'échauffement du pavillon provoque une dérive de fréquence ; ou le motif de la surface du pavillon s'use en dessous de sa profondeur efficace. |
Vérifiez que le suivi automatique de fréquence est activé (il l'est par défaut sur ce système ; aucune intervention manuelle n'est nécessaire). Si la profondeur du diagramme de rayonnement du pavillon est inférieure à 0,5 mm, faites pivoter le pavillon pour utiliser la deuxième face utilisable ou rectifiez-le. Surveillez la température du transducteur ; le système maintient la température du groupe vibratoire au niveau le plus bas possible. |
|
Grincement aigu ou bruit anormal pendant la soudure |
Inadéquation de résonance, joint mécanique desserré dans l'empilement de vibrations ou pièce non fermement soutenue sur l'enclume. |
Serrez tous les raccords mécaniques (corne, amplificateur, transducteur) au couple prescrit. Assurez-vous que la pièce est parfaitement plane sur l'enclume. Lancez une fois la recherche automatique de fréquence du système. La structure d'oscillation à excitation séparée est intrinsèquement plus stable que les conceptions à auto-excitation, évitant ainsi un fonctionnement hors résonance. |
|
Alarme de surcharge du générateur |
Surintensité due à un transducteur endommagé, un cornet fissuré ou une géométrie de pièce extrême. |
Vérifiez la résistance d'isolement du transducteur : la spécification exige une valeur ≥ 30 MΩ par rapport à l'enveloppe. Inspectez le pavillon à la recherche de microfissures à l'aide d'un pénétrant coloré. Le signal de protection contre les surcharges prévient les dommages importants et fournit un code d'erreur pour un diagnostic rapide. |
|
Qualité de soudure inconstante d'un quart de travail à l'autre |
Différents opérateurs paramétrant différents paramètres, ou variation de la tension secteur. |
Enregistrez la recette validée dans la mémoire des paramètres (plus de 100 enregistrements). Verrouillez la recette pour empêcher toute modification non autorisée. Le système de protection contre les variations de tension compense automatiquement les fluctuations de l'alimentation entre 215 V et 238 V afin de maintenir la puissance et la fréquence de sortie constantes. |
Paramètres de soudage recommandés pour les joints de batterie courants
Ces recettes de base ont été élaborées à l'aide d'une machine TOB-20K-1500W équipée d'une configuration standard de corne supérieure droite et d'une enclume en treillis. Elles supposent toutes un nettoyage approprié de la feuille d'aluminium à l'alcool isopropylique et une température ambiante de 20 à 30 °C. Adaptez-les en fonction de votre matériau, de votre fournisseur de feuille d'aluminium et de votre cadence de production.
|
Type d'articulation |
Empilement des matériaux |
Mode de soudage |
Énergie / Temps |
Amplitude |
Pression |
Notes |
|
Une seule languette d'aluminium sur une feuille d'aluminium (cathode) |
Plaque d'aluminium de 0,3 mm + 1 couche de feuille d'aluminium de 0,012 mm |
Énergie |
50–70 J |
80 % |
2,5–3,0 kg/cm² |
Utiliser un motif de soudure en ligne droite pour éviter le déchirement de la feuille. Point de soudure standard de 20 mm × 3 mm. |
|
Onglet Cu plaqué nickel simple sur feuille de Cu (anode) |
Languette Ni‑Cu 0,2 mm + 1 couche de feuille Cu 0,010 mm |
Énergie |
80–100 J |
85 % |
3,0 kg/cm² |
Le cuivre nécessite plus d'énergie que l'aluminium. Assurez-vous que la languette est nickelée et non en cuivre nu. |
|
Languette de sachet multicouche (20 couches Al) |
20 couches de feuille d'aluminium de 0,012 mm + languette d'aluminium de 0,4 mm |
Temps |
0,6–0,8 s |
90 % |
4,0–5,0 kg/cm² |
Pré-aligner l'empilement de feuilles dans un gabarit. Utiliser un point de soudure plus long (20 mm) pour répartir l'énergie sur toutes les couches. |
|
Languette de pochette multicouche (45 couches d'aluminium, spécifications maximales) |
45 couches de feuille d'aluminium de 0,012 mm + languette d'aluminium de 0,5 mm |
Temps |
0,8–1,0 s |
95 % |
5,0–6,0 kg/cm² |
Nombre maximal de couches par spécification. Augmenter la pression jusqu'à la limite supérieure. La qualité de la soudure dépend de sa longueur ; les soudures plus longues répartissent mieux l'énergie. |
|
Soudure papillon (cellule en sachet Al à Ni) |
Lamelle d'aluminium 0,3 mm → Lamelle de nickel 0,3 mm |
Temps intelligent |
– |
80 % |
3,5 kg/cm² |
Le mode intelligent est idéal pour les métaux dissemblables : il empêche la surchauffe du côté nickel tout en assurant une liaison parfaite du côté aluminium. |
|
Capuchon cylindrique sur bande d'aluminium (point unique) |
Capuchon en aluminium + bande en aluminium 0,3 mm |
Énergie |
30–50 J |
75 % |
3,0 kg/cm² |
La taille du point de soudure doit correspondre à la zone de contact du capuchon ; maintenir le temps de soudage en dessous de 0,3 s pour éviter l’accumulation de chaleur dans le capuchon. |
|
joint d'étanchéité du tube en cuivre |
Tube en cuivre Ø6–12 mm |
Temps |
0,4–0,6 s |
90 % |
4,0 kg/cm² |
S'assurer que les extrémités des tubes sont exemptes d'huile de coupe. La soudure doit être hermétique. |
Note importante concernant les paramètres : le pourcentage d’amplitude fait référence au réglage de sortie du générateur, et non au déplacement absolu du cornet. À 100 % d’amplitude, le déplacement sur une demi-période est d’environ 40 µm. Pour les feuilles métalliques délicates, ne jamais dépasser 80 % d’amplitude. La spécification indique que la pression optimale produit une indentation de 1 à 5 mm au bord de la zone de soudure ; utilisez cet indicateur visuel pour le réglage initial.
Pourquoi choisir le TOB-20K-1500W plutôt qu'un poste de soudage par ultrasons générique : une comparaison directe
|
Fonctionnalité |
TOB-20K-1500W |
Soudeuse ultrasonique typique à bas coût de 20 kHz |
|
Technologie des générateurs |
IGBT entièrement numérique de fabrication allemande avec circuit d'oscillation à excitation séparée |
Oscillation auto-excitée, souvent analogique ou numérique de base |
|
Contrôle de fréquence |
Suivi automatique (±20 Hz), auto-calibration au démarrage ; aucun réglage manuel nécessaire même après changement de pavillon |
Peut nécessiter une recherche manuelle de fréquence (« comme régler une vieille radio ») après chaque remplacement de pavillon |
|
Régulation d'amplitude |
Sans palier 1–100 %, segmentable w dans une fenêtre de 0 à 100 ms |
Souvent 3 à 5 étapes fixes, sans capacité de segmentation |
|
Amplitude constante |
Oui, le générateur compense les fluctuations de la tension de sortie du réseau (215–238 V). |
Non, l'amplitude de la soudure varie en fonction des variations de tension en usine. |
|
modes de soudage |
Énergie, temps, temps intelligent (sélectionnable) |
Généralement, soit uniquement en termes de temps, soit uniquement en termes d'énergie. |
|
Adaptation du transducteur |
Ensembles appariés en usine : différence de fréquence ≤ 400 Hz, différence d’impédance ≤ 4 Ω, différence de capacité ≤ 400 pF |
Souvent mal ajustés, ce qui entraîne des battements et des fissures prématurées dans les cornes. |
|
Enregistrement des données |
Plus de 100 enregistrements de soudure, compatible avec le cloud, alarme de défaut avec historique |
Affichage basique, sans stockage de données ou avec mémoire limitée à la dernière soudure |
|
Guides pneumatiques et linéaires |
Vérin AIRTAC (SDA63×20) et électrovanne (24V210-10) de marque, curseurs linéaires SY |
Composants génériques sans marque avec réglage de course limité |
|
matériau et durée de vie de la corne |
Acier rapide Yishengbai importé, 2 faces utilisables, ≥ 100 000 soudures par face |
Acier à outils de qualité inférieure, souvent à une seule face, durée de vie plus courte |
|
Contrôle de la vitesse de montée/descente |
Réglable, contrôlé avec précision |
Souvent à vitesse fixe ou à simple papillon des gaz |
|
Précision du positionnement |
Contrôle précis de la position haute/basse |
Arrêt mécanique de base |
|
EMI/EMC |
Forte résistance aux interférences, stabilité à proximité des variateurs de moteurs et des onduleurs |
Peut être sensible aux interférences électriques ou en être la cause en usine. |
|
Systèmes de protection |
Surtension, surintensité, surcharge, surchauffe (60 °C), compensation de fréquence secteur, retour d'information sur la surcharge de soudage |
Généralement, seule une protection de base contre les surcharges est disponible. |
|
Concevoir la vie |
8 à 10 ans |
Généralement 3 à 5 ans |
|
Garantie et assistance |
Garantie d'un an sur les principaux composants (transducteur, amplificateur, pavillon, hors usure, carte mère, processeur, câbles), assistance technique à vie |
Souvent de 6 à 12 mois avec un soutien limité du distributeur |
Pourquoi les lignes de production de batteries adoptent ce système : Les raisons les plus fréquemment invoquées par les clients pour la mise à niveau vers le TOB-20K-1500W sont les suivantes : une force de traction irrégulière d’un poste de production à l’autre en raison d’une mauvaise régulation d’amplitude du générateur ; la difficulté de régler manuellement la fréquence chaque matin ou après chaque changement de cornet ; une défaillance prématurée du cornet sur les outils souples ; et l’impossibilité de fournir des données de traçabilité des soudures lors des audits clients du secteur automobile. Le système TOB répond directement à chacun de ces problèmes : le générateur numérique allemand et le suivi automatique de la fréquence éliminent les approximations lors de la configuration, la fonction d’amplitude constante stabilise la qualité malgré les fluctuations de tension, le cornet en acier rapide à deux faces allonge les intervalles d’entretien et la mémoire de plus de 100 enregistrements fournit la documentation requise par les systèmes qualité. Comme nous l’a confié un responsable de production : « Avant, la soudure était le goulot d’étranglement car nous devions constamment effectuer des réglages. Maintenant, nous chargeons la recette et la première soudure réussit le test de traction, systématiquement, à chaque fois, pour chaque poste. »
FAQ technique — Soudage ultrasonique des métaux pour la production de batteries
Q1 : Le TOB-20K-1500W peut-il souder le cuivre directement sur l'aluminium, ou faut-il utiliser du cuivre nickelé ?
Le soudage par ultrasons permet d'assembler l'aluminium au cuivre nu, et la liaison obtenue est mécaniquement résistante. Cependant, dans une cellule lithium-ion, toute exposition à des vapeurs d'électrolyte ou à des traces d'humidité crée un couple galvanique entre l'aluminium et le cuivre, entraînant une corrosion au niveau de la jonction pendant toute la durée de vie de la cellule. C'est pourquoi, dans l'industrie des batteries, on utilise généralement des languettes de cuivre nickelées pour l'assemblage avec des feuilles ou des bandes d'aluminium. La couche de nickel fait office de barrière. La machine soude aussi bien le cuivre nu à l'aluminium que le cuivre nickelé à l'aluminium ; le choix dépend entièrement de la conception de la cellule et de l'environnement d'utilisation prévu.
Q2 : À quelle fréquence faut-il inspecter la corne de soudage et quelle est la procédure lorsque le motif s'use ?
Lors du soudage en production de feuilles d'aluminium de 0,012 mm à des cadences de cycle typiques, le motif de la face du bras (texture en lignes droites ou en hachures croisées) reste efficace pendant environ 50 000 à 100 000 soudures par face, selon la dureté du matériau et les réglages de pression. Nous recommandons de contrôler la profondeur du motif à l'aide d'une jauge de profondeur toutes les 10 000 soudures. Lorsque la profondeur du motif descend en dessous d'environ 0,5 mm, il convient de faire pivoter le bras pour utiliser la seconde face utilisable. Lorsque les deux faces sont usées, le bras peut être rectifié pour restaurer la texture d'origine. TOB peut vous recommander un service de rectification certifié. La spécification indique une durée de vie de la face du bras ≥ 100 000 soudures, sous réserve d'une utilisation correcte dans la plage de pression recommandée et d'un nettoyage régulier pour éviter l'accumulation d'aluminium.
Q3 : La qualité de la soudure change-t-elle lorsque la température ambiante de l'usine varie de l'hiver à l'été (par exemple, de 10 °C à 35 °C) ?
Le suivi numérique de la fréquence compense en grande partie les variations de résonance du transducteur et du cornet dues à la température. Le transducteur est un résonateur mécanique dont la fréquence naturelle varie légèrement avec la température, mais le générateur se resynchronise automatiquement sur la nouvelle résonance à chaque cycle, dans sa plage de suivi de ±20 Hz ; aucun réglage manuel n'est nécessaire. Les joints du système pneumatique (AIRTAC) sont conçus pour les plages de températures industrielles. Pour un démarrage à froid, par exemple un lundi matin à 10 °C, il est conseillé de réaliser environ cinq soudures d'essai sur une chute de feuille d'aluminium. Cela permet au transducteur, au booster et au cornet d'atteindre une température de fonctionnement stable. Grâce à la régulation intelligente de la fréquence, la température du groupe vibratoire reste minimale en fonctionnement normal, ce qui garantit une qualité de soudure constante quelles que soient les conditions ambiantes.
Q4 : Les vitesses de montée et de descente de la tête de soudage peuvent-elles être réglées indépendamment, et pourquoi est-ce important ?
Oui, les vitesses de montée et de descente de la tête de soudage sont réglables indépendamment et avec précision grâce aux commandes de débit pneumatique. Ceci est crucial en production, car la vitesse d'approche doit être suffisamment rapide pour respecter le temps de cycle cible (la soudure complète doit être réalisée en moins d'une seconde, conformément aux spécifications), tandis que la descente finale sur la pièce doit être suffisamment lente pour éviter d'endommager les feuilles ultra-minces. Ces vitesses réglables, associées au positionnement vertical précis et au système de guidage linéaire, permettent de programmer une approche rapide jusqu'à un point situé juste au-dessus de la pile, suivie d'une descente finale en douceur sous pression contrôlée, optimisant ainsi le débit et l'intégrité des feuilles.
Q5 : Le système est-il adapté au soudage en salle sèche ou en boîte à gants ?
La tête de soudage et les composants pneumatiques peuvent fonctionner dans un environnement de salle blanche à faible humidité (point de rosée jusqu'à environ -40 °C, typique pour l'assemblage de cellules lithium-ion). L'armoire électrique n'est pas conçue pour une intégration en boîte à gants, mais la tête de soudage peut être installée dans une grande salle blanche ou un boîtier sur mesure. Les câbles de commande (2 câbles haute fréquence et 1 câble de commande de sortie multiconducteur) ont une longueur standard de 1 m et peuvent être rallongés sur mesure si le générateur doit être installé hors de l'environnement contrôlé. Contactez TOB pour toute demande de personnalisation.
Vous avez besoin d'une recette de soudage validée pour votre application spécifique de connexion languette-feuille ou de cellule à poche multicouche ? Demandez le dossier de spécifications complet TOB-20K-1500W et une fiche de paramètres de départ à nos ingénieurs en procédés d'assemblage.
tob.amy@tobmachine.com | +86 181 2071 5609
Précédent:
Électrode de cathode de batterie de lithium automatique faisant la machineProchaine:
Machine de soudage par roulement de métal par ultrasons
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.