- Accueil
- >
machine d'assemblage de cellules de coque en aluminium
- >
machine de cachetage de laser de cellule de coquille en aluminium
- >
Machine de soudage laser pour le scellement des couvercles et des orifices de remplissage des cellules prismatiques
Catégories
Produits chauds







Loading...






Machine de soudage laser pour le scellement des couvercles et des orifices de remplissage des cellules prismatiques
Marque:
TOB NEW ENERGYarticle no.:
TOB-LW-SF3000ordre (moq):
1Paiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
Machine de soudage laser pour le scellement des couvercles et des orifices de remplissage des cellules prismatiques
CARACTÉRISTIQUES
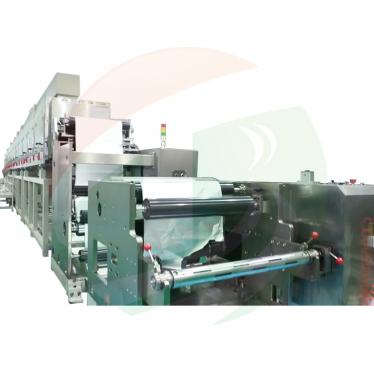
La machine de soudage laser TOB-LW-SF3000 pour couvercle supérieur et orifice de remplissage de cellules prismatiques est un composant essentiel de l'assemblage des cellules lithium-ion prismatiques. Elle assure l'étanchéité finale et permanente de l'enceinte (couvercle-boîtier) et de l'orifice de remplissage d'électrolyte. Elle garantit l'intégrité structurelle, la sécurité, les performances et la durée de vie de la cellule de batterie finie.
Fermeture du couvercle supérieur :
Soudure précise du couvercle de la cellule sur le corps du boîtier en alliage d'aluminium prismatique. Cela crée un joint hermétique, étanche aux gaz et électriquement isolé, essentiel à l'intégrité, à la sécurité et aux performances à long terme de la cellule. Cela empêche les fuites d'électrolyte et la pénétration d'humidité ou de contaminants.
Chargement manuel du noyau - serrage du dispositif - pré-soudage laser - soudage complet - déchargement manuel du noyau
Étanchéité du port de remplissage :
Souder le bouchon de l'orifice de remplissage d'électrolyte une fois le remplissage terminé. Cela permet de sceller définitivement l'orifice de remplissage, préservant ainsi l'environnement interne et la pression de la cellule.
Chargement manuel du noyau - serrage des fixations - pose manuelle des clous d'étanchéité - soudage laser - contrôle et déchargement manuels.
Spécifications d'adaptation : Batterie prismatique
|
Modèle de batterie |
T(mm) |
L (mm) |
Hmm) |
|
Plan |
20-25 |
100 |
120 |
|
Compatible |
12-60 |
80-170 |
90-190 |
Exigences techniques pour le soudage du couvercle supérieur :
|
Fonctions |
Exigences techniques |
|
Positionnement de la batterie |
Le positionnement de la batterie s'effectue par serrage avec un gabarit mobile et soudage vertical. |
|
Le soudage de la batterie est basé sur le dessus (surface du couvercle supérieur). |
|
|
Tolérance de positionnement répétable du dispositif de positionnement : ± 0,02 mm (test de serrage répété du maître), l'écart entre le maître et la plaque de serrage après le dispositif de serrage ≤ 0,04 mm. |
|
|
Lors du positionnement dans différents axes, il est nécessaire d'éviter le frottement de glissement entre le gabarit de serrage et la batterie pour produire des défauts d'apparence. |
|
|
Les cylindres de positionnement et de serrage doivent avoir une fonction de surveillance de la pression d'air et d'alarme, fluctuation de la pression d'air ≤ 0,05 Mpa. |
|
|
La différence de hauteur entre la surface supérieure du luminaire et la surface supérieure du couvercle : 1,5-2,0 mm. |
|
|
Aucun matériau métallique ne peut être utilisé dans la zone de contact avec le noyau électrique. |
|
|
Soudage |
Gaz de protection par soufflage coaxial (N2, pureté ≥ 99,99%) pour éviter l'oxydation du soudage, débit réglable (résolution de 0,1 L/min), avec fonctions de surveillance du débit et d'alarme |
|
Tête laser réglable en hauteur, résolution de visualisation de la valeur de hauteur de 0,05 mm (pour la surveillance du décalage de hauteur) |
|
|
Quantité de mesure automatique hors mise au point, alarme anormale, résolution ≤ 0,05 mm |
|
|
Laser à spot annulaire, 2 kW + 1 kW, diamètre de ligne > 100 µm/600 µm, équipé d'un refroidisseur, d'une tête de soudage laser et d'un laser à fibre de transmission, fluctuations de puissance ≤ 3 %, linéarité de puissance ≥ 0,99 |
|
|
Tolérance d'alignement de répétition de direction X/Y/Z de la tête laser ± 0,02 mm, vitesse de soudage de la tête laser ≥ 70 mm/s, amplitude de gigue du mouvement de soudage de la tête laser ≤ 0,05 mm, fluctuations de vitesse de soudage d'angle ≤ 10 mm/s, écart de trajectoire : ± 0,05 mm |
|
|
Angle de soudage laser réglable, le soudage laser peut être utilisé avec une déviation laser de 5 à 13 ° |
|
|
Profondeur de soudage effective 0,5-1,2 mm, largeur de fusion 0,8-1,4 mm ; |
|
|
Pré-soudage avant soudage complet (avec fonction de compression), 6 à 8 joints soudés |
|
|
Pression du cordon de soudure ≥ 1,1 Mpa ; exigences de répétabilité de l'alignement laser : ± 0,04 mm ; le processus de soudage et le processus de transport ne peuvent pas endommager la surface de la coque en aluminium et les pièces en plastique des colonnes de poteaux du couvercle supérieur |
|
|
Produits de soudage pour la coque en aluminium, épaisseur de paroi de la coque de 0,4 à 0,8 mm, aspect de la soudure et marques de soudure internes lisses et brillantes, transition en douceur avec le matériau de base, pas de soudure, pas de fuite de soudure, pas de sursoudage, pas d'inclusions, pas de trous d'air, pas de points d'éclatement |
|
|
Gestion des projections et des fumées de soudage |
Fonction de dépoussiérage autonome |
|
Equipé d'un dispositif de gaz de protection de soudage, le débit, l'angle et la distance peuvent être ajustés (le débit peut être tracé) |
|
|
La section transversale de la tête d'injection ne s'étend pas à plus de 5 mm de l'orifice d'aspiration de poussière |
|
|
Équipé d'une machine de dépoussiérage, l'extrémité de l'orifice d'aspiration de la poussière vitesse du vent ≥ 15 m/s ; poste de soudage avec mécanisme de protection des scories de soudage, aucun résidu de scories de soudage sur la surface du boîtier en aluminium |
|
|
Installation de conduites d'aspiration de poussière avec vannes de régulation, afin de régler le volume d'air, la vitesse du vent, tout en utilisant des tuyaux en acier inoxydable |
|
|
Le pipeline absorbant la poussière doit être installé avec un compteur de pression du vent, qui peut surveiller la pression du vent en temps réel, et le compteur de pression du vent doit être associé au programme de contrôle de l'équipement pour réaliser la fonction d'arrêt et d'alarme lorsque la pression du vent est trop élevée et trop basse. |
|
|
Retrait du couvercle de protection |
Le couvercle de protection et la surface du couvercle supérieur s'ajustent étroitement pendant le processus de soudage |
|
Empêche la partie en plastique du pôle d'être brûlée pendant le processus de soudage ; empêche la surface de la batterie d'être contaminée par des projections de soudure ; aucun résidu de suie visible. |
|
|
Changement de produit |
Le soudage du couvercle supérieur et le soudage des clous d'étanchéité sont intégrés dans une seule machine, le temps de commutation des montages pour différents modèles est ≤ 30 min, facile à démonter et à installer, et la commutation des produits n'affecte pas la précision de positionnement des montages et la durée de vie de la machine. |
Exigences techniques pour le soudage des ports de remplissage :
|
Fonctions |
Exigences techniques |
|
Positionnement de la batterie |
Cylindre jusqu'à la plaque de référence, limite mécanique, le dispositif de fixation est un mécanisme à ressort ; |
|
Le bas de la plaque de référence est pulvérisé avec du Téflon de 0,1 à 0,3 mm pour assurer l'isolation du contact avec la batterie. |
|
|
Précision du montage ≤ 0,1 mm |
|
|
Tolérance d'alignement de la batterie après positionnement : ±0,5 mm. |
|
|
La direction de la hauteur du couvercle supérieur de la batterie comme référence de positionnement |
|
|
Soudage des ports de remplissage |
Avec système CCD pour capturer la position du clou d'étanchéité, précision du système de capture et de positionnement de ≤ ± 0,03 mm, détection automatique de la résolution de mise au point : ≤ 0,02 mm |
|
Pré-soudage : serrage automatique de la batterie dans le dispositif de positionnement de soudage, et par le positionnement, pré-soudage, pré-soudage, pré-soudage quatre points quadrants (qui peuvent être supprimés selon le procédé) |
|
|
Après l'achèvement du pré-soudage, soudage complet |
|
|
Angle de soudage laser réglable, une déviation laser de 5 à 13° peut être utilisée pendant le soudage laser |
|
|
Procédé de soudage avec moins de projections, bon aspect de la soudure, profondeur de soudure supérieure à 0,5 mm, diamètre du point (largeur du bain de fusion) supérieur à 0,95 mm, vitesse de soudage : ≥ 6 mm/s |
|
|
Pression du cordon de soudure ≥ 1,1 Mpa |
|
|
Positionnement du moteur, décalage de soudure ≤ 0,05 mm |
|
|
Aspect lisse des joints soudés, sans bavures, points noirs, cratères, etc. La zone affectée thermiquement par le soudage est petite, la température à 2 mm de la soudure est inférieure à 80 ℃. |
|
|
Soudage avec capot de protection pour protéger la batterie des projections de soudure ; les dispositifs de soudage du poste sont conçus indépendamment pour assurer la cohérence de chaque levage |
|
|
Extraction en temps réel des fumées générées pendant le processus de soudage, équipée d'une machine de dépoussiérage, utilisation de tuyauterie en acier inoxydable, vitesse du vent à l'extrémité de l'orifice d'aspiration des poussières ≥ 10 m/s |
|
|
Stabilité du mouvement de la tête laser : plage de vitesse de mouvement, amplitude de gigue de la tête laser (axe X/Y/Z) ≤ 0,05 mm ; répétabilité de l'alignement de la tête laser (axe X/Y) ≤ 0,05 mm ; surveillance en temps réel de la distance focale de soudage et compensation de la valeur mesurée par rapport à l'axe Z de soudage |
|
|
Le soudage du couvercle supérieur et le soudage des clous d'étanchéité sont intégrés à une seule machine, le temps de commutation des montages pour différents types de produits est ≤ 30 min, facile à démonter et à installer, et la commutation des produits n'affecte pas la précision de positionnement des montages et la durée de vie de la machine. |
Module de fonction de soudage du port de remplissage de soudage du couvercle supérieur
Corps de la machine
1 Fonction : Transporter chaque unité de travail sur cet équipement, etc.
2 Pièces principales : cadre carré, couvercle, interface homme-machine, etc.
Module de montage de pré-soudage laser
1 Fonction : Positionnement dans le sens de la longueur, de la largeur et de la hauteur du noyau ;
2 Pièces principales : dispositifs de positionnement, etc.
Module de montage de soudage laser complet
1 Fonction : Positionnement dans le sens de la longueur, de la largeur et de la hauteur du noyau ;
2 Pièces principales : dispositifs de positionnement, etc.
Module de soudage laser
1 Fonction : mise au point laser, mesure hors foyer, soudage et soufflage de gaz protecteur, le mécanisme de mouvement fait glisser la tête laser pour scanner la piste de soudage et peut être affiché en temps réel via l'écran de piste du dispositif de capture CCD ;
2. Composants principaux : laser 2KW + 1KW et refroidisseur de support, plate-forme de mouvement à trois axes, tête laser, etc.
Le soudage du couvercle supérieur du module de dépoussiérage sous vide et le soudage des clous d'étanchéité sont nécessaires après le dépoussiérage.
PRÉSENTATION DU PRODUIT

|

|

|

|

|

|
Explorez davantage Machine d'assemblage de cellules prismatiques
E-mail : tob.amy@tobmachine.com
Skype : amywangbest86
Numéro de téléphone/Whatsapp : +86 181 2071 5609
Précédent:
Machine à sceller les billes d'acier sous vide pour boîtier de cellule prismatiqueProchaine:
Système de soudage laser pour le scellement de cellules prismatiques
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.