- Accueil
- >
Solution de film d'électrode sèche
- >
Machine de formation de film d'électrode sèche pour la R&D sur les batteries
Catégories
Produits chauds







Loading...


Machine de formation de film d'électrode sèche pour la R&D sur les batteries
Marque:
TOB NEW ENERGYarticle no.:
TOB-HRPE200-3ALordre (moq):
1Paiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
XIAMEN
Machine de formation de film d'électrode sèche pour la R&D sur les batteries | TOB-HRPE200-3AL
Présentation du produit et applications idéales
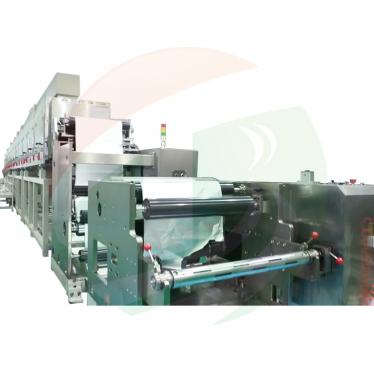
Une machine de formation de film d'électrode sèche — souvent appelée presse à rouleaux chauffants ou calandre — convertit directement un mélange de poudres à écoulement libre composé de matériau actif, de carbone conducteur et de liant fibrillable (généralement du PTFE) en un film d'électrode autoportant sans utiliser de solvants, sans mélange en suspension ni longues étapes de séchage. La TOB-HRPE200-3AL est une machine de paillasse à l'échelle pilote spécialement conçue pour cette voie de fabrication d'électrodes sans solvant. Elle applique une température contrôlée et une pression d'entrefer des rouleaux réglable avec précision afin de densifier et de fibriller la poudre en un film continu pouvant être directement laminé sur un collecteur de courant, simplifiant considérablement la chaîne de production des électrodes.
La machine utilise deux rouleaux en acier rectifiés avec précision (Ø96 mm) présentant une dureté de surface de HRC62, obtenue grâce à un chromage dur. La couche de chrome résiste non seulement à l'usure abrasive causée par la poudre d'électrode, mais empêche également la rouille pendant le stockage à température ambiante, une préoccupation pratique dans les laboratoires très sollicités. Les rouleaux sont chauffés intérieurement de la température ambiante jusqu'à 130 °C, chaque rouleau étant contrôlé indépendamment et affichant sa température numériquement. L'uniformité de température est essentielle car le liant PTFE doit atteindre sa température de fibrillation — généralement comprise entre 60 °C et 120 °C — sans dépasser un seuil où le matériau actif pourrait se dégrader. La cylindricité des rouleaux de ≤ ±2 µm garantit que l'entrefer des rouleaux, et donc l'épaisseur du film, reste uniforme sur toute la largeur de travail de 200 mm.
Idéale pour :
- Les groupes de R&D sur les batteries et les lignes pilotes développant des procédés de fabrication d'électrodes sans solvant (sèches) pour les batteries lithium-ion, sodium-ion et à l'état solide.
- Les chercheurs étudiant le comportement de fibrillation du PTFE ou d'autres liants fibrillables avec des matériaux actifs NMC, LFP, graphite, carbone dur ou à base de silicium.
- Les fabricants évaluant la technologie d'électrode sèche comme moyen d'éliminer le solvant NMP toxique, de réduire le séchage énergivore et de diminuer l'encombrement des usines.
- Les scientifiques des matériaux ayant besoin d'une presse à rouleaux compacte et instrumentée pour produire des films uniformes à épaisseur contrôlée destinés aux essais de cellules bouton, de cellules poche monocouche ou de cellules cylindriques de petit format.
- Tout laboratoire ayant tenté le traitement d'électrodes sèches avec une presse hydraulique manuelle et ayant constaté que le procédé était irrégulier, mal contrôlé et inadapté à la mise à l'échelle.
Positionnement de cette machine dans la fabrication d'électrodes sèches
Les électrodes traditionnelles des batteries lithium-ion sont fabriquées par traitement humide : la poudre active, le carbone et le liant sont mélangés en suspension avec du NMP (pour les cathodes) ou de l'eau (pour les anodes), déposés sur une feuille métallique, puis passent dans de longs fours de séchage afin d'éliminer le solvant avant le calandrage. Cette méthode consomme une quantité importante d'énergie, nécessite des systèmes de récupération des solvants et limite l'utilisation de certains matériaux (par exemple le lithium ou le sodium métalliques) qui réagissent avec l'eau.
Le traitement des électrodes sèches élimine complètement le solvant. Le processus se déroule généralement comme suit :
- Mélange à sec :Le matériau actif, le carbone conducteur et la poudre de PTFE sont mélangés intimement dans un mélangeur sec à fort cisaillement. Les particules de PTFE sont étirées en fines fibrilles pendant le mélange, formant un réseau qui maintient la poudre ensemble.
- Formation du film (rôle de la TOB-HRPE200-3AL) :La poudre à écoulement libre est introduite entre la paire de rouleaux chauffés et contrarotatifs de la TOB-HRPE200-3AL. La combinaison de la chaleur, de la pression et du cisaillement fibrille davantage le PTFE et compacte la poudre en un film continu autoportant d'épaisseur contrôlée. Les rouleaux tournent à des vitesses réglables indépendamment (0–1 tr/s), permettant d'introduire une composante de cisaillement qui améliore la densification.
- Lamination :Le film sec formé est ensuite laminé directement sur un collecteur de courant (feuille d'aluminium ou de cuivre) lors d'une seconde étape de calandrage — ou dans la même machine en introduisant la feuille avec la poudre. Cela produit une feuille d'électrode finie.
- Découpe longitudinale / coupe :Le couteau de découpe intégré ajuste les bords du film à la largeur souhaitée, et le mécanisme d'enroulement collecte le film fini ou l'électrode sur un arbre pneumatique de 3 pouces pour un traitement ultérieur.
La TOB-HRPE200-3AL réalise les étapes 2 et partiellement l'étape 3 (si le collecteur de courant est introduit avec la poudre) ainsi que l'étape 4, en fonctionnement continu. Comme il n'y a pas de solvant, il n'y a pas de four de séchage, pas de récupération de solvant et pas de défauts de migration du liant qui surviennent pendant le séchage lent des films humides. L'uniformité de l'épaisseur du film est directement déterminée par la précision de l'entrefer des rouleaux, qui est contrôlée numériquement et affichée par une jauge électronique à cadran.
Fonctionnement de la presse à rouleaux chauffants et du processus de formation du film
La TOB-HRPE200-3AL est construite autour d'une paire de rouleaux en acier rectifiés avec précision de Ø96 mm montés sur des roulements haute précision (IFU, Suède). Chaque rouleau est chauffé intérieurement à l'aide d'un système de cartouche électrique, avec une température réglée indépendamment via des contrôleurs de température numériques Autonics. La surface des rouleaux est plaquée de chrome dur jusqu'à une dureté HRC62, offrant une surface lisse, résistante à l'usure, qui minimise l'adhérence de la poudre et résiste à la corrosion.
Contrôle de l'entraînement et du rapport de vitesse
Deux servomoteurs (Inovance) entraînent les rouleaux indépendamment. Il s'agit d'une caractéristique de conception essentielle : contrairement à une simple calandre à engrenages, la TOB-HRPE200-3AL peut faire fonctionner les rouleaux à différentes vitesses, créant un champ de cisaillement contrôlé dans la zone de pincement. Pour les poudres d'électrodes sèches, une petite différence de vitesse (par exemple 5–15 %) apporte un cisaillement supplémentaire qui favorise la fibrillation du PTFE et produit un film plus dense et plus cohérent. La vitesse de chaque rouleau est réglable de 0 à 1 tour par seconde via le PLC et affichée sur l'écran tactile Weintek. Le sens de rotation peut également être réglé indépendamment.
Réglage de l'entrefer des rouleaux et contrôle de l'épaisseur
L'écart entre les deux rouleaux — et donc l'épaisseur du film — est réglé de 0 à 2 mm à l'aide d'un mécanisme automatique de réglage de l'entrefer entraîné par moteur pas à pas (moteur pas à pas Leadshine). Le mécanisme possède d'excellentes performances d'auto-verrouillage, ce qui signifie que l'écart ne dérive pas pendant le laminage, même sous la force importante de séparation générée par la poudre compactée. L'entrefer réel est affiché sur une jauge électronique numérique à cadran, fournissant un retour d'information au niveau du micron à l'opérateur. La cylindricité des rouleaux de ≤ ±2 µm garantit que l'entrefer mesuré au centre des rouleaux est représentatif de l'écart sur toute la largeur de travail de 200 mm, une spécification exceptionnellement stricte pour une machine de paillasse qui se traduit directement par une uniformité exceptionnelle de l'épaisseur du film.
Enroulement, déroulement et découpe longitudinale
La machine est équipée d'un mécanisme de correction d'enroulement et de déroulement qui maintient un alignement correct de la bande. Si une feuille de collecteur de courant ou un film préformé est introduit dans la zone de pincement, le dispositif de déroulement avec alimentation assistée par tapis convoyeur assure une entrée sans plis. Après la sortie du film de la zone de pincement, un couteau de découpe intégré ajuste les bords à la largeur souhaitée, et le film fini est enroulé sur un arbre pneumatique de 3 pouces (diamètre maximal du rouleau 200 mm). Cela permet un fonctionnement véritablement continu : poudre entrante, film d'électrode découpé sortant.
Architecture du PLC et du système de commande
L'ensemble de la machine est contrôlé par un PLC (Inovance ou Panasonic) via un écran tactile HMI Weintek. L'opérateur règle les températures des rouleaux, les vitesses des rouleaux (et le rapport de vitesse), l'écart et la tension d'enroulement sur un seul écran. Le PLC coordonne les servomoteurs, le moteur d'écartement pas à pas et les moteurs d'enroulement/déroulement, et il surveille les régulateurs de température, les relais à semi-conducteurs (Yangming) et les dispositifs de protection électrique (Chint). Les relais Izumi assurent l'isolation au niveau du signal pour les circuits de contrôle.
Principaux avantages techniques pour le traitement des électrodes sèches
- Chauffage indépendant des rouleaux et contrôle précis de la température (température ambiante à 130 °C)— La fibrillation du PTFE dépend fortement de la température. Si la température du rouleau est trop basse, les particules de PTFE ne ramollissent pas suffisamment et le film manque de résistance mécanique. Si la température est trop élevée, le matériau actif peut commencer à se décomposer, ou le PTFE peut se fibriller excessivement et perdre sa porosité. Le contrôle numérique à double zone de la TOB-HRPE200-3AL (Autonics, Corée) permet à l'opérateur de maintenir chaque rouleau à une température précise et réglée indépendamment, garantissant que le matériau subit exactement le profil thermique requis.
- Rotation asynchrone des rouleaux avec rapport de vitesse réglable pour une densification améliorée —Le servomoteur indépendant de chaque rouleau permet un différentiel de vitesse (par exemple, 0,9 tr/s sur le rouleau supérieur et 1,0 tr/s sur le rouleau inférieur). Cela introduit une composante de cisaillement qui étire physiquement les fibrilles de PTFE et les oriente dans la direction du laminage. Le résultat est un film avec une résistance à la traction plus élevée et de meilleures propriétés de manipulation comparé à un film pressé entre des rouleaux à vitesses identiques. La plage de vitesse de 0 à 1 tr/s couvre à la fois le compactage initial doux et la finition à cisaillement élevé.
- Surface des rouleaux en chrome dur HRC62 avec cylindricité ≤ ±2 µm—Le placage en chrome dur prolonge non seulement la durée de vie des rouleaux, mais fournit également une surface lisse à faible friction qui réduit l'adhérence de la poudre. La rugosité de surface spécifiée de Ra 0,8 µm pour les matériaux secs (et optionnellement Ra 0,4 µm pour les matériaux humides) est choisie pour obtenir le bon équilibre entre le démoulage du film et la friction nécessaire pour faire pénétrer la poudre dans la zone de laminage. La cylindricité extrêmement précise garantit que la variation d'épaisseur du film est dominée par les caractéristiques d'alimentation de la poudre, et non par la machine.
- Réglage automatique de l'écart par moteur pas à pas avec affichage numérique et auto-verrouillage—L'écart n'est pas réglé par des calibres manuels ou une simple vis mécanique. Le moteur pas à pas (Leadshine) positionne les rouleaux avec une résolution micrométrique, et la position est affichée numériquement. Le design auto-verrouillant signifie que l'écart défini est maintenu même sous la force de séparation des films d'électrode haute densité. Cette répétabilité est essentielle pour produire plusieurs lots de films d'électrode avec la même épaisseur et porosité, et permet à un seul opérateur de passer d'une épaisseur de film à une autre en quelques secondes.
- Découpe et enroulement intégrés pour un fonctionnement continu—De nombreux calendriers de laboratoire produisent une feuille qui doit ensuite être découpée et collectée manuellement. La TOB-HRPE200-3AL comprend un couteau de découpe qui ajuste les bords du film immédiatement après le calandrage, ainsi qu'un mécanisme d'enroulement qui enroule le produit fini sur un mandrin de 3 pouces. Le mécanisme de correction d'enroulement et l'alimentation par convoyeur auxiliaire garantissent que le film reste centré et sans plis pendant l'enroulement. La machine permet ainsi un véritable processus d'électrode sèche en continu à l'échelle du plan de travail.
- Conception compacte, contrôlée par PLC, avec composants de qualité industrielle—Malgré sa fonctionnalité complète—chauffage, servomoteur, contrôle de l'écart, découpe, enroulement—la machine occupe seulement L1100 × l770 × H1300 mm. L'utilisation de composants de marque (PLC Inovance/Panasonic, HMI Weintek, roulements IFU, équipements électriques Chint, contrôleurs Autonics) garantit la fiabilité et la disponibilité des pièces à long terme. Le poids de 350 kg offre une stabilité suffisante pour un travail de précision tout en restant dans une gamme pouvant être déplacée avec un transpalette.

Spécifications techniques complètes
Les spécifications suivantes sont exactement celles fournies par le fabricant et sont vérifiées pour chaque machine. Aucune valeur n'a été modifiée.
|
Paramètre |
Spécification |
|
Diamètre des rouleaux |
2 × Ø96 mm |
|
Dureté des rouleaux |
HRC62 |
|
Finition des rouleaux |
Matériau sec : Ra 0,8 µm ; Matériau humide : Ra 0,4 µm |
|
Épaisseur de laminage |
Réglable 0–2 mm ; épaisseur, vitesse et réglages affichés numériquement |
|
Largeur de presse |
0–200 mm (utilisation recommandée jusqu'à 190 mm) |
|
Diamètre des rouleaux d'enroulement/déroulement |
Max. 200 mm |
|
Température de laminage |
Température ambiante à 130 °C, affichage numérique, contrôle séparé par rouleau |
|
Spécifications des mandrins à air |
3 pouces |
|
Tension et fréquence |
CA 220 V / 50 Hz |
|
Puissance |
5 kW |
|
Dimensions |
L1100 × l770 × H1300 mm |
|
Poids de l'équipement |
350 kg |
|
Cylindricité du rouleau |
≤ ±2 µm |
|
Commande |
Moteur servo, commande précise ; rotation asynchrone, vitesse réglable de 0 à 1 tr/s |
|
Dispositif d'enroulement et de déroulement |
Équipé d'un mécanisme de correction d'enroulement/déroulement ; alimentation auxiliaire par tapis convoyeur |
Marques de la configuration principale :
|
Composant |
Marque |
|
API |
Inovance / Panasonic |
|
Écran tactile |
Weintek |
|
Moteur servo |
Inovance |
|
Moteur pas à pas |
Leadshine |
|
Roulements |
IFU (Suède) |
|
Équipement électrique |
Chint |
|
Dispositif à semi-conducteurs |
Yangming |
|
Relais |
Izumi |
|
Contrôleur de température |
Autonics (Corée) |

Directives d'utilisation, de maintenance et de sécurité
Les procédures de maintenance et les précautions de sécurité suivantes sont recommandées par le fabricant afin de garantir une longue durée de service et la sécurité de l'opérateur.
Méthodes de maintenance
- Avant chaque utilisation, essuyez soigneusement les surfaces des deux rouleaux avec un chiffon doux imbibé d'alcool afin de maintenir la propreté et d'éviter la contamination croisée entre les lots de poudre.
- Lubrifiez les pièces mobiles du mécanisme d'engrenage avec de l'huile afin de maintenir un mouvement fluide et de prévenir l'usure.
- Désactivez le soufflage de la pompe à air à proximité de la machine afin d'empêcher la poussière de pénétrer dans les roulements et d'affecter la précision.
- Si la machine n'est pas utilisée pendant une période prolongée, essuyez les surfaces des rouleaux pour les nettoyer et pulvérisez-les avec de l'huile antirouille afin de les protéger contre la corrosion.
- Inspectez régulièrement toutes les vis, écrous, goupilles et autres éléments de fixation afin d'éviter tout desserrage, ce qui pourrait entraîner des défauts de qualité ou des blessures corporelles.
- Lors du réglage de l'écartement de laminage, réglez les deux côtés uniformément afin d'éviter d'endommager d'autres pièces. Après le réglage, le comparateur à cadran peut être retiré afin d'éviter tout dommage accidentel pendant la production.
Précautions de sécurité
- Pendant le fonctionnement, il est strictement interdit d'introduire les mains ou d'autres parties du corps dans les zones dangereuses du laminoir et de la transmission par engrenages. Deux personnes ou plus ne sont pas autorisées à utiliser la machine simultanément afin d'éviter les blessures accidentelles. Les pièces de transmission par engrenages sont équipées de capots de protection et de panneaux de danger.
- Lors de l'essuyage des rouleaux, tenez-vous derrière la surface de commande afin d'éviter que les vêtements et les mains ne soient happés, ce qui pourrait provoquer des blessures corporelles ou endommager la machine.
- Il est strictement interdit de porter des gants lors de l'essuyage de machines en rotation.
- Les opérateurs doivent porter des vêtements ajustés ; les personnes ayant les cheveux longs doivent porter des bonnets de travail.
- Le personnel non autorisé n'est pas autorisé à démonter ou à régler l'équipement.
- Ne démontez pas les composants du circuit sans autorisation.
- Le capot en acier inoxydable peut atteindre des températures élevées pendant le fonctionnement : ne le touchez pas directement à mains nues.
Comparaison : TOB-HRPE200-3AL vs. presse hydraulique manuelle pour la formation de films d'électrodes sèches
|
Caractéristique |
TOB-HRPE200-3AL |
Presse hydraulique manuelle (configuration de laboratoire typique) |
|
Entraînement |
Double servomoteur, rapport de vitesse réglable |
Pompe hydraulique manuelle, vitesse fixe |
|
Chauffage des rouleaux |
Contrôle indépendant de la température jusqu'à 130 °C, affichage numérique |
Pas de chauffage, ou plaque chauffante externe |
|
Contrôle de l'écartement |
Moteur pas à pas avec affichage numérique, autobloquant |
Cales manuelles ou jauge d'épaisseur |
|
Uniformité du film |
Cylindricité des rouleaux ≤ ±2 µm, fonctionnement continu |
Dépend du parallélisme des plateaux ; variation d'un lot à l'autre |
|
Production continue de films |
Oui, avec refente et enroulement intégrés |
Non, uniquement pressage de feuilles individuelles |
|
Composante de cisaillement |
Rapport de vitesse réglable entre les rouleaux |
Aucune |
|
Débit de production |
Continu, mètres par minute |
Discontinu, minutes par feuille |
|
Exigence en matière de compétences de l'opérateur |
Faible, paramètres réglés via l'IHM |
Élevée, nécessite un ressenti manuel et de l'expérience |
|
Évolutivité |
Directement transférable à la production pilote |
Limité, non évolutif |
Pourquoi les chercheurs en électrodes sèches investissent dans un laminoir dédié :
Le pressage manuel de poudre d'électrode sèche avec une presse hydraulique est essentiellement un processus d'essais et d'erreurs. L'épaisseur est irrégulière, la température est incontrôlée et chaque feuille prend plusieurs minutes à produire. Lorsque vous devez fabriquer suffisamment de matériau d'électrode pour un ensemble statistiquement significatif de cellules bouton — ou démontrer que votre procédé d'électrode sèche est évolutif — une presse à rouleaux chauffants en continu devient indispensable. Le TOB-HRPE200-3AL fournit le lien manquant entre une formulation de poudre réussie à l'échelle du bécher et une démonstration crédible de fabrication d'électrodes à l'échelle pilote.
FAQ d'ingénierie — Formation de films d'électrodes sèches
Q1 : Quels systèmes de liants sont compatibles avec cette machine, et est-elle limitée au PTFE ?
La machine est conçue pour les matériaux non ferreux. Bien que le PTFE soit le liant fibrillable le plus couramment utilisé dans le traitement des électrodes sèches, le TOB-HRPE200-3AL peut également traiter des poudres contenant d'autres liants thermoplastiques (par ex. PVDF, PEO) à condition qu'ils se ramollissent dans la limite de température de 130 °C. La principale exigence est que le mélange de poudre soit suffisamment fluide pour être introduit dans l'entrefer des rouleaux. Le rapport de vitesse réglable et l'écartement permettent l'optimisation pour différents systèmes de liants.
Q2 : Comment déterminer la température correcte des rouleaux et le rapport de vitesse pour ma combinaison spécifique de poudre de cathode et de liant ?
Commencez par un petit lot sur une presse manuelle afin de déterminer la température de ramollissement de votre liant (généralement 70–100 °C pour le PTFE). Réglez initialement les deux rouleaux à la même vitesse (0,5 tr/s) à cette température, puis extrudez une petite quantité de poudre. Inspectez le film pour vérifier son intégrité mécanique. Si le film est fragile ou s'effrite, augmentez la température par incréments de 5 °C. Pour introduire du cisaillement, réglez le rouleau le plus lent à 0,85 tr/s et le plus rapide à 1,0 tr/s. La jauge électronique affichera l'écartement réel ; commencez à 0,5 mm et réduisez progressivement jusqu'à obtenir l'épaisseur de film cible. Si le film se déchire, augmentez légèrement l'écartement ou réduisez le différentiel de vitesse.
Q3 : La machine peut-elle être utilisée pour laminer le film d'électrode sèche directement sur une feuille de cuivre ou d'aluminium servant de collecteur de courant ?
Oui. La feuille peut être alimentée par le mécanisme de déroulement parallèlement à la poudre, de sorte que le compactage et la lamination se produisent simultanément dans l'entrefer des rouleaux. Une autre possibilité consiste à dérouler un film préformé et à le laminer lors d'un second passage. La température des rouleaux doit être adaptée aux exigences de lamination (généralement légèrement inférieure à la température de fibrillation afin d'éviter une fibrillation excessive du film déjà formé). Le mécanisme de correction d'enroulement aide à maintenir l'alignement de la feuille pendant ce processus.
Q4 : Quel est le débit typique en mètres par minute pour un film de cathode sèche ?
Le débit dépend de la vitesse des rouleaux (max. 1 tr/s) et de l'épaisseur du film. À la vitesse maximale, la vitesse linéaire est approximativement π × 0,096 m × 1 s⁻¹ ≈ 0,3 m/s ≈ 18 m/min. Cependant, pour le traitement des électrodes sèches, des vitesses de 2–5 m/min sont plus typiques lors du développement initial, car des vitesses plus lentes offrent un temps de séjour plus long dans l'entrefer et une meilleure fibrillation du PTFE. Le débit augmente avec l'optimisation et lorsque les caractéristiques d'alimentation en poudre sont affinées.
Q5 : Comment la contamination croisée est-elle gérée entre différents lots de matériaux actifs ?
Les rouleaux sont accessibles et peuvent être essuyés avec de l'alcool entre les lots, comme décrit dans les procédures de maintenance. La surface en chrome dur libère proprement la plupart des poudres d'électrode. En cas de passage d'une poudre de cathode à une poudre d'anode, il est conseillé de faire passer une petite quantité de poudre non réactive (par ex. du noir de carbone pur ou de l'alumine) dans les rouleaux comme « lot de nettoyage » avant le matériau actif suivant. La bande transporteuse et le mécanisme d'enroulement doivent également être aspirés ou essuyés.
Prêt à faire passer votre formulation d'électrode sèche du pressage manuel de feuilles à un processus continu et contrôlé de presse à rouleaux ? Demandez un devis pour le TOB-HRPE200-3AL. Indiquez votre épaisseur de film cible, largeur et type de liant, et nos ingénieurs pourront fournir une recette de départ recommandée pour les réglages de température et de vitesse.
tob.amy@tobmachine.com | +86 181 2071 5609
Vous pourriez également avoir besoin de
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.