- Accueil
- >
machine d'assemblage de cellules cylindriques
- >
bobineuse à cellules cylindriques
- >
Machine automatique de bobinage de cellules cylindriques pour 21700 et 26650 | TOB-3270Y-26
Catégories
Produits chauds






Loading...




Machine automatique de bobinage de cellules cylindriques pour 21700 et 26650 | TOB-3270Y-26
Marque:
TOB NEW ENERGYarticle no.:
TOB-3270Y-26ordre (moq):
1Paiement:
L/C,T/Torigine du produit:
Chinaport d'expédition:
xiamen
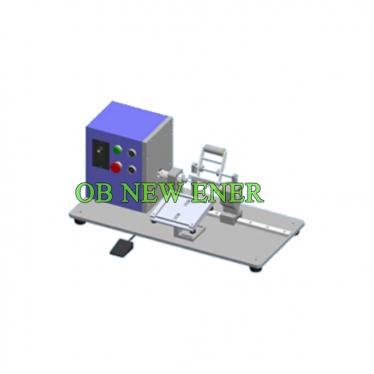
TOB-3270Y-26 Machine automatique de bobinage de cellules cylindriques pour batteries pour la production de formats 21700 et 26650
Présentation du produit et applications idéales
Une machine de bobinage de cellules cylindriques prend des bandes continues d’électrode positive, d’électrode négative et de séparateur, puis les enroule sous une tension contrôlée pour former un jellyroll précis — le cœur de chaque batterie lithium-ion cylindrique. La TOB-3270Y-26 est une bobineuse entièrement automatique spécialement conçue pour les formats de cellules 21700 et 26650, capable de traiter des largeurs d’électrodes de 30 mm à 68 mm et de produire des cellules finies avec un diamètre extérieur compris entre φ18 et φ21 mm. Elle réalise toute la séquence de bobinage — déroulement actif, contrôle de tension, élimination de la poussière, correction de l’alignement des bords, bobinage, application du ruban de terminaison, estampage des languettes, découpe automatique, détection des courts-circuits et tri des cellules bonnes et défectueuses — en un seul cycle continu avec supervision de l’opérateur.
Le mécanisme central de bobinage de la machine utilise une table rotative entraînée par servomoteur avec plusieurs stations, chacune équipée d’un ensemble d’aiguilles de bobinage. La conception à double demi-aiguille avec extraction d’un seul côté permet de retirer l’aiguille du jellyroll fini sans perturber les couches étroitement enroulées, ce qui constitue l’un des principaux facteurs permettant une vitesse de bobinage élevée et de faibles taux de rejet. Le changement d’aiguille — nécessaire lors du passage entre différents formats de cellules — prend moins de cinq minutes, minimisant ainsi les temps d’arrêt en environnement de production.
Idéal pour :
- Les fabricants de batteries lithium-ion produisant des cellules cylindriques 21700 ou 26650 pour véhicules électriques, systèmes de stockage d’énergie, outils électriques et mobilité électrique.
- Les lignes pilotes passant du bobinage semi-automatique à une station de bobinage entièrement automatisée et traçable avec tri intégré des défauts.
- Les fabricants sous contrat nécessitant un changement rapide de format (diamètre extérieur, largeur) sans long rééquipement mécanique.
- Toute ligne de production confrontée actuellement à un alignement irrégulier des jellyrolls, au froissement des séparateurs ou à des taux élevés de rejets pour courts-circuits dus au bobinage manuel ou semi-automatique.
Positionnement de cette machine dans la fabrication des cellules cylindriques
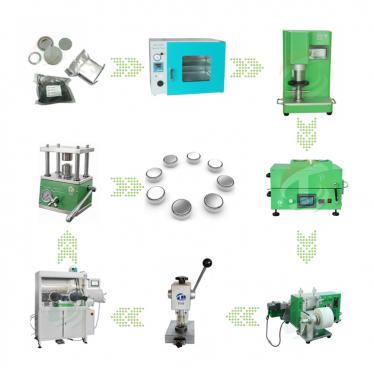
La TOB-3270Y-26 fonctionne à l’étape d’assemblage des cellules, après le revêtement des électrodes, le calandrage et la découpe en bandes, et avant le remplissage d’électrolyte et le sertissage. Le flux de processus d’une ligne typique de production de cellules cylindriques est :
● Préparation des électrodes– Les feuilles d’électrode positive et négative sont revêtues, séchées, calandrées et découpées à la largeur requise. Les languettes sont soudées à des positions prédéterminées le long de la bande.
●Bobinage (rôle de la TOB-3270Y-26)– Les bandes d’électrodes découpées et le séparateur sont introduits dans la bobineuse. La machine les enroule pour former un jellyroll précis, applique le ruban de terminaison, imprime les positions des languettes si nécessaire et effectue un test de court-circuit en ligne.
●Insertion et soudage des languettes– Le jellyroll est inséré dans le boîtier cylindrique. La languette de l’électrode positive est soudée au couvercle ou au boîtier, et la languette de l’électrode négative est soudée au fond du boîtier ou à un dispositif d’interruption de courant.
●Remplissage d’électrolyte et étanchéification– Le boîtier est rempli d’électrolyte dans un environnement sous vide ou sous atmosphère inerte, puis le couvercle est serti ou soudé au laser.
●Formation et vieillissement– La cellule scellée subit des cycles initiaux de charge et de décharge afin de former la SEI et de stabiliser la capacité.
L’étape de bobinage est particulièrement exigeante car elle combine des mouvements mécaniques à grande vitesse avec des exigences d’alignement au niveau du micromètre. Un jellyroll mal aligné — lorsque l’électrode positive et l’électrode négative ne sont pas parfaitement centrées par rapport au séparateur — peut provoquer des courts-circuits internes, une réduction de capacité ou une dégradation accélérée de la capacité. La précision d’alignement de ±0,3 mm de la TOB-3270Y-26 pour le séparateur et les bords des électrodes répond directement à ce risque.
Flux et manutention des matériaux :
●● Les rouleaux d’électrodes positive et négative (diamètre intérieur φ76,2 mm, diamètre extérieur jusqu’à φ400 mm) sont chargés sur des broches de déroulement actif. Chaque broche est équipée d’un système de contrôle de tension utilisant des vannes proportionnelles, permettant d’ajuster la tension par segments (par exemple, tension plus faible lors du bobinage initial et tension plus élevée lors des dernières couches).
●● Les rouleaux de séparateur (diamètre intérieur φ76,2 mm, diamètre extérieur jusqu’à φ300 mm, épaisseur 0,015–0,030 mm) sont alimentés depuis une station de déroulement séparée avec correction intégrée de la position des bords.
●● Après le bobinage, un ruban de terminaison (diamètre intérieur φ76,2 mm, diamètre extérieur jusqu’à φ150 mm, largeur 20–60 mm) est appliqué via un mécanisme de pâte roulante qui empêche le pliage ou le froissement.
●● Un bras manipulateur retire le jellyroll fini et le place sur un convoyeur à bande, qui transporte les cellules conformes vers la table de collecte et dévie les cellules présentant un court-circuit vers un bac de rejet.

Fonctionnement de la machine automatique de bobinage
●Mécanisme de bobinage et table rotative
Le cœur de la machine est une table rotative entraînée par servomoteur qui indexe plusieurs stations. Chaque station contient un ensemble d’aiguilles de bobinage — le mandrin autour duquel l’électrode et le séparateur sont enroulés. La table est entraînée par un servomoteur couplé à un diviseur mécanique (indexeur à came), qui fournit la haute précision de positionnement et la répétabilité nécessaires pour obtenir des dimensions de jellyroll constantes.
L'aiguille d'enroulement elle-même adopte une conception à double demi-aiguille. Deux aiguilles semi-cylindriques s'assemblent pour former un mandrin cylindrique complet. Lorsque l'enroulement est terminé, une demi-aiguille est extraite d'un côté, laissant le jellyroll libre d'être retiré sans entraîner ni perturber les couches les plus internes. Cette méthode d'extraction d'un seul côté est plus rapide et cause moins de dommages que les anciennes conceptions qui exigeaient le retrait simultané des deux moitiés depuis des côtés opposés.
●Déroulement, contrôle de la tension et correction de la déviation
Chacune des trois alimentations de matériaux — électrode cathodique, électrode anodique et séparateur — dispose de son propre moteur de déroulement actif, de son capteur de tension et de son actionneur de tension commandé par vanne proportionnelle. La machine peut être programmée avec un profil de tension segmenté : par exemple, une tension plus faible pendant les premiers tours pour s'adapter à la courbure initiale autour de l'aiguille de petit diamètre, puis une augmentation progressive de la tension pour garantir un jellyroll compact et sans vides.
Un système intégré de correction de position des bords utilise des capteurs de détection des bords du matériau pour maintenir chaque bande centrée dans une tolérance de ±0,3 mm. Si le bord d'une électrode commence à dériver en raison d'un léger désalignement sur le rouleau d'alimentation, le mécanisme de correction ajuste en temps réel la position latérale des rouleaux de guidage. Cette stratégie de commande de « correction intégrale » accumule le signal d'erreur au fil du temps, permettant une réponse plus rapide et plus précise qu'une simple correction proportionnelle — un point important aux vitesses linéaires élevées que cette machine peut atteindre.
●Élimination de la poussière, ruban de terminaison et marquage par emboutissage
À l'extrémité de chaque trajet de déroulement d'électrode, juste avant que le matériau n'entre dans la zone d'enroulement, un dispositif d'élimination de la poussière (généralement une brosse assistée par vide ou un éliminateur électrostatique) retire toutes les particules libres de la surface de l'électrode. Cette étape est essentielle pour empêcher la contamination par des particules pouvant provoquer des courts-circuits internes.
Une fois le nombre prédéfini de tours (selon la conception de la cellule) atteint, le ruban de terminaison est appliqué automatiquement. Le mécanisme d'application du ruban utilise un mouvement de collage par roulement, dans lequel un rouleau presse le ruban sur la surface extérieure du jellyroll pendant sa rotation, garantissant une finition lisse et sans plis. Un mécanisme d'emboutissage marque ensuite les positions des languettes ou code la cellule si nécessaire, et un coupeur automatique sectionne les bandes d'électrode et de séparateur.
●Détection des courts-circuits et tri
Le jellyroll terminé est transféré vers une station de test de court-circuit. Ici, des sondes entrent en contact avec les bornes de la cathode et de l'anode et appliquent une tension de test. Le circuit de détection intégré mesure la résistance d'isolation (ou le courant de fuite) et la compare à un seuil. Les cellules qui échouent au test — indiquant un court-circuit interne, généralement causé par une particule métallique ou un bord d'électrode mal aligné — sont automatiquement rejetées dans un bac séparé. Les cellules conformes sont acheminées vers la table de collecte. L'ajout d'un capot de protection au-dessus de la station de test améliore la sécurité de l'opérateur et empêche les bruits électriques externes d'interférer avec la mesure.
●Interface homme-machine et commandes
La machine est commandée via un panneau IHM coulissant, qui peut être repositionné pour un accès pratique pendant l'utilisation et la maintenance. L'interface affiche les paramètres d'enroulement (tension, vitesse, nombre de tours, état de l'alignement), les statistiques de production et les diagnostics des défauts. Les recettes pour différents formats de cellules peuvent être enregistrées et rappelées, réduisant ainsi le temps de changement de série. L'armoire électrique est située sur le côté droit de l'enrouleuse, positionnée de manière à ne pas bloquer l'accès de l'opérateur à la zone d'obturation ni au processus en aval.
 |
 |
Principaux avantages techniques du TOB-3270Y-26
●Table rotative entraînée par servo avec séparateur pour une précision à grande vitesse
La combinaison d'un servomoteur et d'un séparateur à came mécanique garantit que chaque station d'enroulement se positionne avec une répétabilité exacte. Cela élimine les erreurs de positionnement cumulatives pouvant survenir avec un indexage entièrement entraîné par servo, tout en permettant un réglage flexible de la vitesse. Le résultat est une plateforme d'enroulement capable de maintenir un débit élevé sans compromettre la régularité du jellyroll.
●Extraction d'un seul côté par double demi-aiguille — cycle plus rapide, moins de dommages
La méthode d'extraction d'un seul côté retire une demi-aiguille tandis que le jellyroll est soutenu par l'autre moitié, qui glisse ensuite avec un frottement minimal. Cette conception réduit le risque de délamination de la couche la plus interne, une cause fréquente de perte initiale de capacité. De plus, le changement d'aiguille entre formats (par exemple, d'un diamètre de 18 mm à 21 mm) prend moins de cinq minutes, réduisant considérablement les temps d'arrêt dans les environnements de production multi-formats.
●Contrôle de tension segmenté avec vannes proportionnelles
La tension d'enroulement n'est pas un paramètre à « régler une fois pour toutes ». Le TOB-3270Y-26 permet de programmer la tension en plusieurs segments — faible tension pour les premiers tours, augmentation progressive vers une tension plus élevée pour les couches principales, puis tension finale pour les tours extérieurs. Cela reproduit le profil de tension qu'appliquerait un opérateur manuel expérimenté, mais avec une précision numérique et une répétabilité de 100 %. Les vannes proportionnelles réagissent rapidement aux variations de tension commandées par l'automate programmable, maintenant la tension définie dans des limites étroites même lorsque le diamètre du rouleau change sur les bobines de déroulement.
●Correction intégrale de la position des bords — précision d'alignement de ±0,3 mm
Le séparateur et les deux électrodes sont alignés avec une précision de ±0,3 mm l'un par rapport à l'autre, ce qui constitue la référence industrielle pour les cellules cylindriques. L'algorithme de commande intégrale et la détection des bords du matériau fournissent une correction plus rapide que les contrôleurs PID plus simples, ce qui est particulièrement utile lors du traitement de bandes d'électrodes pouvant présenter une légère ondulation ou une cambrure issue du processus de refente.
●Détection des courts-circuits en ligne avec tri automatique
Chaque jellyroll est testé pour détecter les courts-circuits internes avant de quitter la machine. Les cellules conformes sont acheminées vers la table de collecte ; les cellules défectueuses sont automatiquement rejetées. Cette inspection à 100 % fournit un retour immédiat sur la qualité de l'enroulement et empêche les cellules défectueuses de passer au remplissage d'électrolyte, où un court-circuit pourrait provoquer un incendie pendant la formation. Le capot de protection de la station de test protège également la mesure contre les interférences électromagnétiques générées par les entraînements servo.
●Conception compacte entièrement protégée avec IHM coulissante
L'encombrement de la machine (L2400 × l1500 × H2100 mm) est relativement compact pour une enrouleuse entièrement automatique, grâce à la disposition verticale des broches de déroulement et à la table rotative. Toutes les pièces mobiles sont protégées par des capots de sécurité, et le panneau IHM coulisse sur un rail pour un accès ergonomique. L'armoire électrique est positionnée sur le côté droit, à l'écart de la zone d'obturation, afin de ne pas gêner l'opérateur ni les équipements en aval.
●Changement rapide de format — cinq minutes pour le remplacement de l'aiguille
La gamme de produits couvre des diamètres extérieurs φ18–φ21 mm et des largeurs de 30–65 mm. Le changement entre les produits de cette gamme nécessite uniquement le remplacement du jeu de clips (les guides qui déterminent la largeur du jellyroll) et l'ajustement du diamètre de l'aiguille via les recettes enregistrées dans l'IHM. La conception mécanique du système de serrage des aiguilles permet de remplacer les aiguilles en moins de cinq minutes, comme vérifié lors des tests d'acceptation en usine.
Spécifications des matériaux requises pour la machine
Le tableau suivant indique les dimensions et tolérances des matériaux que le TOB-3270Y-26 est conçu pour traiter. Toutes les valeurs sont en millimètres sauf indication contraire.
| Matériau | Diamètre intérieur | Diamètre extérieur | Largeur | Épaisseur |
| Électrode cathodique | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Électrode anodique | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Séparateur | φ76.2 | ≤φ300 | 32–70 | 0.015–0.030 mm |
| Ruban de terminaison | φ76.2 | ≤φ150 | 20–60 | 0.02–0.05 mm |
Exigences supplémentaires concernant les matériaux :
- Le nombre de languettes sur une seule feuille d'électrode ne doit pas dépasser 2 pièces.
- Il est recommandé que la languette adopte un procédé de soudage traversant, avec une longueur exposée inférieure à 25 mm.
- L'entrée cathode en premier et l'entrée anode en premier peuvent être définies librement en modifiant les paramètres.
- Le revêtement de l'électrode doit être uniforme ; la longueur et la position doivent être bien contrôlées ; l'ondulation après laminage doit être inférieure à 1 mm ; la courbure en serpentin doit être inférieure à 0,3 mm par 1000 mm (afin de ne pas affecter la précision d'enroulement).
- L'électrode doit être découpée en continu ; l'erreur de largeur doit être inférieure à ±0,05 mm ; le matériau ne doit pas présenter d'enroulement en forme de tour évident (pas plus de ±1 mm) ; la tension d'enroulement doit être uniforme.
- Les languettes doivent être plates, en évitant autant que possible la flexion.
- L'épaisseur de l'électrode ne doit pas être affectée après le soudage.
- Le ruban de terminaison doit être enroulé uniformément, sans forme de tour évidente, pliure, déformation ou autres défauts.
- Le rouleau d'électrode doit comporter une identification par code couleur aux endroits présentant un défaut de rubanage, une languette manquante, des points brillants ou d'autres défauts, afin que les produits défectueux puissent être détectés et retirés manuellement.
Spécifications de précision d'enroulement
Le TOB-3270Y-26 garantit les précisions d'alignement suivantes dans des conditions normales de fonctionnement avec des matériaux répondant aux spécifications ci-dessus :
| Paramètre | Précision |
| Erreur d'alignement du séparateur | ±0.3 mm |
| Erreur d’alignement des électrodes | ±0,3 mm |
| Erreur d’alignement de la hauteur de cellule | ±0,3 mm |
Caractéristiques de l’équipement
- Les caractéristiques suivantes font partie intégrante de la conception du TOB-3270Y-26 et contribuent à sa vitesse, sa précision et sa facilité d’utilisation :
- Le servomoteur et le principe du diviseur entraînent la table rotative pour l’indexage des stations ; le positionnement est précis et la vitesse de production est élevée.
- L’aiguille de bobinage adopte une méthode avancée à double demi-aiguille avec extraction d’un seul côté, améliorant ainsi la vitesse de bobinage.
- Le changement d’aiguille est très pratique : l’aiguille peut être remplacée et la production normale reprise en moins de cinq minutes.
- Tous les composants de bobinage ont été améliorés avec une structure à rails coulissants et une coordination des jeux.
- L’équipement peut fabriquer des produits d’un diamètre extérieur de φ18–φ21 mm et d’une largeur de 30–65 mm ; seul le clip doit être remplacé et les paramètres ajustés via l’IHM ; le changement de format est pratique.
- L’interface homme-machine est montée sur un rail coulissant pour faciliter le ravitaillement, l’utilisation et l’accès pour la maintenance.
- La cathode, l’anode et le séparateur sont automatiquement déroulés avec correction de déviation ; la tension est contrôlée par des vannes proportionnelles et peut être ajustée par segments.
- La détection des courts-circuits est effectuée par un mécanisme de test intégré qui teste et décharge la cellule en une seule étape ; bon contact, faible taux de faux jugements ; équipé d’un capot de protection.
- Une correction intégrale et une détection des bords de matériau sont utilisées pour la correction de déviation ; la conception est rationnelle, le jugement est précis et la vitesse de correction est rapide.
- Un dispositif de dépoussiérage est installé à l’extrémité du trajet de déroulement des électrodes, avant la station de découpe.
- Le ruban de terminaison est appliqué par une méthode de collage par roulement, qui résiste au pliage.
- Un bras manipulateur assure le déchargement ; la transmission par courroie évite d’endommager le noyau du rouleau de gel.
- Le coffret électrique est situé sur le côté droit de la bobineuse, afin de ne pas affecter la zone de déchargement ni le processus en aval.
- L’équipement dispose d’une interface conviviale, d’une utilisation simple et d’une maintenance facile ; des capots de protection sont installés partout.
 |
 |
Spécifications techniques complètes
| Paramètre | Spécification |
| Dimensions de la machine (L × l × H) | 2400 × 1500 × 2100 mm |
| Alimentation électrique | CA monophasé 220 V, 50 Hz ± 5 % |
| Consommation électrique | Environ 10 kW |
| Poids | Environ 3000 kg |
| Alimentation en air | 5–7 kgf/cm² (environ 0,5–0,7 MPa), 100 L/min |
| Diamètre extérieur de cellule approprié | φ18–φ21 mm |
| Largeur d’électrode appropriée | 30–68 mm |
| Précision d’alignement du bobinage | ±0,3 mm (séparateur, électrode, hauteur de cellule) |
| Système de contrôle | API avec écran tactile HMI coulissant |
| Temps de changement d'aiguille | |
| Détection de court-circuit | Tri automatique en ligne des rebuts |
| Environnement | Aucun gaz, liquide corrosif ou gaz explosif |
Défauts courants d'enroulement et dépannage
| Défaut | Cause possible | Action recommandée |
| Désalignement du jellyroll (décalage de la cathode par rapport à l'anode) | Système de correction du décalage hors étalonnage ; capteur de bord sale ; ou cambrure de l'électrode dépassant les spécifications. | Étalonner le capteur de bord. Nettoyer la lentille du capteur. Vérifier la cambrure de l'électrode entrante ( |
| Plissement ou pliage du séparateur | Tension trop faible ou trop élevée ; séparateur non centré ; ou rugosité de surface de l'aiguille. | Ajuster la tension du séparateur à 150–250 g. Vérifier que le rouleau de séparateur est centré sur la broche de déroulement. Polir ou remplacer l'aiguille d'enroulement si la surface est usée. |
| Ruban de terminaison n'adhérant pas ou se pliant | Pression d'application du ruban incorrecte ; conditions de stockage du ruban (trop sec ou trop humide). | Vérifier le mécanisme de pâte de laminage pour une pression constante. S'assurer que le ruban est stocké à la température et à l'humidité recommandées. Augmenter le chevauchement de pâte de 0,5 tour. |
| Jellyroll trop lâche ou trop serré (diamètre extérieur hors tolérance) | Profil de tension d'enroulement non optimisé ; variation d'épaisseur de l'électrode. | Ajuster le profil de tension segmenté. Vérifier l'uniformité de l'épaisseur de l'électrode ; si la variation dépasse ±3 %, un contrôle des électrodes entrantes peut être nécessaire. |
| Taux élevé de rebuts pour court-circuit | Poussière ou particules métalliques sur l'électrode ; bavure sur le bord de l'électrode refendue ; élimination de poussière insuffisante. | Nettoyer ou remplacer le filtre du dispositif d'élimination de poussière. Inspecter la qualité de refente de l'électrode pour détecter les bavures. Augmenter le niveau de vide d'élimination de poussière. |
| Aiguille difficile à extraire ou jellyroll endommagé pendant l'extraction | Surface de l'aiguille usée ou contaminée ; lubrification insuffisante ; ou jellyroll enroulé trop serré. | Polir ou remplacer l'aiguille. Appliquer un lubrifiant sec léger s'il est compatible avec la chimie de la cellule. Réduire légèrement la tension d'enroulement finale. |
FAQ d'ingénierie — Enroulement automatique de cellules cylindriques
Q1 : Combien de temps faut-il pour passer du format 21700 au format 26650 ?
Le TOB-3270Y-26 peut produire des cellules avec des diamètres extérieurs de φ18 mm à φ21 mm et des largeurs de 30 mm à 65 mm. Dans cette plage, un changement complet — comprenant le remplacement du jeu de clips, l'ajustement ou le remplacement de l'aiguille d'enroulement et le chargement de la nouvelle recette — prend généralement moins de 30 minutes. L'aiguille elle-même peut être remplacée en moins de cinq minutes. Les paramètres tels que le profil de tension, le nombre de tours et les décalages d'alignement sont enregistrés dans la mémoire des recettes HMI et rappelés instantanément.
Q2 : Quel est le débit attendu en cellules par minute ?
Le débit dépend du nombre de tours dans la conception du jellyroll et de la vitesse d'enroulement. Pour une cellule 21700 typique avec un jellyroll composé d'environ 20 tours (cathode/anode/séparateur combinés) et une vitesse d'enroulement de 100–150 tr/min au niveau de l'aiguille, un débit de 6–10 cellules par minute est réalisable. Contactez TOB avec votre conception de cellule spécifique pour une analyse détaillée du temps de cycle.
Q3 : Cette machine peut-elle traiter des bandes d'électrodes avec des languettes déjà soudées, ou nécessite-t-elle un poste de soudage de languettes séparé ?
La machine est conçue pour accepter des bandes d'électrodes avec des languettes pré-soudées lors de l'étape de refente. Elle peut accueillir jusqu'à 2 languettes par feuille d'électrode, et la longueur exposée de la languette doit être inférieure à 25 mm. La machine ne soude pas les languettes ; le soudage des languettes est un processus en amont effectué sur la bande d'électrode avant son enroulement en rouleau pour cette machine.
Q4 : En quoi le système de correction intégré diffère-t-il d'un système standard de guidage de bord ?
Les systèmes standard de guidage de bord utilisent une correction proportionnelle : le rouleau de guidage se déplace d'une quantité proportionnelle à l'erreur de bord détectée. La correction intégrale ajoute l'erreur au fil du temps (intégration) au signal de correction, ce qui permet au système d'éliminer un décalage persistant qu'un système purement proportionnel tolérerait. Cela est particulièrement utile pour corriger la dérive lente qui se produit lorsqu'un rouleau d'électrode se déroule d'un diamètre complet jusqu'au diamètre du noyau. Le résultat est un alignement plus précis et plus constant sur l'ensemble du rouleau.
Q5 : La machine est-elle compatible avec des séparateurs revêtus de céramique ?
Oui, la machine peut traiter des séparateurs dans la plage d'épaisseur spécifiée (0,015–0,030 mm). Les séparateurs revêtus de céramique ont tendance à être légèrement plus épais et plus rigides que ceux sans revêtement, ce qui peut nécessiter une légère augmentation de la tension du séparateur pour maintenir la planéité pendant l'enroulement. La tension peut être ajustée via les paramètres de tension segmentés de l'HMI. Le dispositif d'élimination de poussière et le système de correction du décalage sont également efficaces avec les séparateurs revêtus ; toutefois, assurez-vous que le revêtement adhère correctement et ne libère pas de particules susceptibles de contaminer la zone d'enroulement.
Prêt à automatiser le bobinage de vos cellules cylindriques et à éliminer les défauts d'alignement manuel et de court-circuit ? Demandez un devis pour le TOB-3270Y-26, ou contactez nos ingénieurs en automatisation avec le diamètre, la largeur et le débit cible de vos cellules pour obtenir une proposition technique détaillée et une étude d'intégration de ligne.
tob.amy@tobmachine.com | +86 181 2071 5609
Vous pourriez également avoir besoin de
- Machine automatique de fabrication d'électrodes cathodiques — Une ligne entièrement intégrée de revêtement, calandrage et refendage qui produit des bandes d'électrodes cathodiques découpées avec précision, prêtes pour un bobinage automatique à grande vitesse sur le TOB-3270Y-26.
- Machine de découpe laser et de bobinage de cellules cylindriques — Une bobineuse automatique combinée à une découpe laser qui découpe et bobine les languettes d'électrodes en un seul processus continu, éliminant le besoin de rouleaux d'électrodes pré-refendus et améliorant la précision de l'alignement des languettes.
- Machine de bobinage semi-automatique pour cellules cylindriques sans languettes 50320— Une bobineuse flexible assistée par opérateur, conçue spécifiquement pour les cellules sans languettes 50320 grand format, idéale pour les essais à l'échelle pilote ou la production à faible volume de blocs cylindriques de nouvelle génération.
Précédent:
bobinoir semi-automatique pour cellule cylindriqueProchaine:
Machine de découpe et d'enroulement laser à cellules cylindriques
si vous êtes intéressé par nos produits et souhaitez en savoir plus, laissez un message ici, nous vous répondrons dans les plus brefs délais.